
-

- Som jag tänkt så är ju idén med bygget att få ihop blocken….
-

- …. så det blir så likt ett enda block som möjligt. Därför har jag kapat bort…
-

- … så mycket som möjligt av onödiga utstickande delar, som t ex startmotorfösten.
-

- Att stå en dag med kapskivan är ett skitigt äventyr i gjutgods. Jo, jag använde skyddsglasögon och riktig gasmask.
-

- Sedan tejpades blocken…
-

- … där det kunde anses behövas…
-

- …lackades med en mörkgrå färg…
-

- … som sedan tyvärr, kom att tvättas bort igen…
-

- … efter att blocken borrats.
-

- Hur som helst, så är det en mäktig rad, ca 2,3 – 2,4 meter lång, och visst …
-

- … har jag försökt besinna mig, men som jag sagt tidigare……… ”- Jag måste göra det här…”
-

- Blocken har planats till lika höjd mätt från ramlagerlägen, borrats och linehonats.
-

- Även vevarna har fått en genomgång. Det var en fantastisk känsla att få hem blocken…
-

- … tillsammans med en låda lager och 16 st splitter nya kolvar från Mahle.
-

- Kvalité in i minsta detalj. Att Mahle är världsledande på kolvtillverkning är lätt att förstå.
-

- Är det någon mer än jag som tycker det här en en vacker syn… Nyborrade, honade block med planad cylindertopp.. Ahhhh…..!
-

- Linehonade ramlagerlägen…
-

- Det ska bli fantastiskt roligt att montera ihop det här, men det är en helt annan historia…
-

- 2013-09-04 Här är block 9-12 i fräsen för att planas av på sidan där bränslepump-motorfäste-oljesticka satt.
-

- Genom att mixtra till en plåt, täta, skruva…
-

- … och stålspackla, har jag skapat en yta där så småningom …
-

- … motorskyltarna ska sitta. Här visat med utskrift på papper.
-

- Jag har fått en ny förälskelse – stålplast från LocTite, köpt på Tools Momentum i Karlstad! Ett helt suveränt material jag…
-

- …jag fyllt upp ojämnheter med, för att sedan kunna fila plant för att få oljetätt.
-

- I bild syns ett ”halvt hål” efter ursprungets växellådsfäste, som jag fyllt upp och filat.
-

- Tyvärr blir inte mellandelarna mellan blocken så som fantasin förkunnat. Det finns otaliga tekniska svårigheter som måste övervinnas
-

- Plats för kedja, sträckare mm… Det ska vara oljetätt, resonansfritt, kunna ha en expansionsdel för blockens värmeutvidgning men som ändå klarar torsionsvridning av hela motorn. …
-

- … och till sist men inte minst.. kunna vara möjligt att montera. Trångt är det!
-

- Här har jag klistrat rutat papper på kartong och klippt mallar för att vidare kunna rita av dem i CADen.
-
- Ur datorn har jag sedan skapat skärfiler som sedan skurits ut med laser. ”-Sätta ihop fyra motorer… Bahh!!”
-

- 2013-10-01 Plåtar som ska bli motorskyltar från WIPAB i Grums. De ligger nu på tryckeriet.
-

- Äntligen är de klara… skyltarna som kommer att ge karaktär åt motorn.
-

- Jag har säkert suttit över 200 timmar med att ta fram de här. Långa sommarnätter under semestern…
-

- … där jag provat storlekar, fonter, vad det ska stå, hur det ska stå.
-

- … Och några mindre…
-

- Och på så sätt gömde jag motorfäste, bränslepumpfäste och oljestickhål…
-

- 2014-04-19 Egentligen höll jag på med de extra Spännlagren till Huvudaxeln när jag behövde ha koll på var oljepumparna kommer att sitta. Sålunda fick jag lov att börja med oljepumpinfästningen. Pumparna skall sänkas ca 1,5 dm för att brukas som torrsumppumpar. Se även ”Bildgalleriet / Vevaxelproblematik”
-

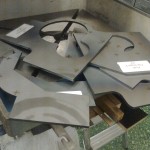
- 2014-09-05 Nu har jag kommit igång med de mellanstycken som ska binda ihop blocken. Det här är några av de laserskurna bitar som bildar grunden.
-

- Lite justeringar, och sedan blev det…
-

- … dags att testa på plats..
-

- Några pappmallar, lite järn…
-

- … en eller annan timme i fräsen, och vi kan se hur …
-

- … bottenjärnen börjar ta form. Här efter ett besök i blästerskåpet.
-

- Jag ska fixa kupolmuttrar på mina UNC1/4 ”-skruv genom att…
-

- … svarva skruvskallen, gänga och LocTajta fast muttern.
-

- Som jag beskrivit tidigare… Genom att först rita pappmallar på rutat papper, har jag kunnat överföra måtten till Caden, så jag därefter kunnat beställa skurna plåtar hos Kils Verkstads AB. …
-

- Det är inte det lättaste att tillverka mellanstycken som ska klara den stränga kravspecen… Passform, temperaturexpansionsmöjlighet, oljetätt, ljuddämpa kedjerassel och gå att kunna skruva fast …
-

- Här har jag fräst ner ytor på en av gavelplåtarna för att på så sätt skapa en möjlighet till längdutvidgning vid temperaturutvidgning av blocken.
-

- Plåtbitar- 2mm.
-

- Här börjar det ta form…
-

- … men det blir stora spänningar av all svets.
-

- En studie av plåtskrotet efter svetsning…
-

- … och efter slipning.
-

- Nu återstår provtryckning, avspänningsglödgning, blästring, fräsning och borrning. Hav förtröstan!
-

- 2014-10-12 Några av de rörbitar som ska leda kylvätska genom mellanstycket – eller låt mig kalla den Registerkåpan…
-

- Med ursvarvningsverktyget har jag tillverkat den bitar som ska bli flänsanslutning för kylvattnet.
-

- Här har jag riggat upp för svetsning av rörkrökarna.
-

- Som ni kan se är det trångt att svetsa. På en av sidorna måste jag dessutom slipa ur och få plats med registerkåpans ena vägg.
-

- Elgas Maxeta 11 är en helt suverän högutbyteselektrod…
-

- För att blästra registerkåporna tarvar mycket luft. Istället för att använda en stor kompressor, kör jag med 6st små istället. De här superkvalitativa rackarna har jag köpt på DUAB. Klart prisvärda!
-

- Efter svetsning av rörkrökarna, blev det provtryckning…
-

- … med 6 bar. Det får ju absolut inte droppa kylvätska i motoroljan.
-

- Sedan följde kapning och renfräsning av rörlängd…
-

- … innan insvetsning i registerkåpan. Ni har väl fattat att det här är anslutning mot topplocket, istället för vattenpumpen som sitter original.
-

- En sista läckagetest innan färdigsvetsning. Gummiduk, tvingar, tryckluft och såpvatten.
-

- Hålen för anslutning mot topplock (där vattenpumpen brukar sitta) har jag inte kunnat fräsa än. Först måste sidor och botten på registerkåpan fräsas.
-

- Fick igång TIGen till att svetsa inne i flänsanslutningarna.
-

- Här har jag börjar rigga för svetsning av den…
-

- … bakre kåpan. Dess form blir helt annorlunda, eftersom den…
-

- … skall ansluta mot transmissionsplåten. (Den plåt som växellådan skruvas mot)
-

- Det är mycket mixtrande… men roligt…
-

- Och resultaten är jag nöjd med.
-

- Här är hela villebitten på väg för avspänningsglödgning och blästring.
-

- Fräsning av anslutningsfläns samt…
-

- ..svetsning av armering för gummimassan (superfix) jag skall använda som ljudisolering. Mer info så småningom. Jag ska hjälpa grannen bygga altangolv först. *smile*
-

- 2014-11-02 Så här blev gallret efter svetsning.
-

- Planat stora flatytan med ett ursvarvningsverktyg…
-

- … samt botten med en stor krabba (planfräs).
-

- Jag hade ingen aning om hur lång tid det skulle ta att bygga de här mellandelarna…
-

- … men det har tagit vansinnigt lång tid… (…som att multiplicera med pi)
-

- Det visade sig att kåpan vridit sig efter glödgningen, så hålbilden passar inte…
-

- … varför det blev till att fila…
-

- … och fila …
-

- … och fila…
-

- För att vara helt säker på att skruvhålen lirar, så har jag värmt på krympslang på skruvar med avkapad skalle. Går kåpan att få på plats med krympslang i vägen, så går den definitivt dit utan.
-

- Här hänger växellådan på plats för mätning och provmontering.
-

- Så här ser det ut mot växellådan. Återstår lite plåtbitar, spackling och färg.
-

- Så här ser det ut höger bak innan slutspackling.
-

- Genom det här hålet kan jag spänna skruvarna som via tallriksfjädrar skall radialbelasta bakre huvudlagret. * Är numera borttaget. Jag räknar med att de dynamiska krafterna skall göra att det inte behövs.
-

- Bakre expansionsskarv. Ett par plåtbitar som fungerar som en dragspelsbälg. Kan ta upp vridande moment, men ändå röra sig i motorns längdriktning för att undvika temperaturspänningar innan hela motorn blivit varm. Ca 0,5mm per skarv kan det bli.
-

- I snittet där jag kapat bort original växellådsfäste har jag…
-

- …plasmaskurit plåtbitar för att försöka snajsa till utseendet.
-

- Fler plåtbitar har också tillkommit. Rundjärnet i bild ska spacklas in i en förstyvning. Alla kantiga hörn skall spacklas så det blir runt och mjukt.
-

- Så här såg det ut på högersidan innan jag…
-

- …svetsade på en plåtbit att så småningom spackla mot.
-

- Allt i bild skall alltså spacklas för att få rundade och mjuka radier, som om det vore gjutet så … 1934.
-

- Här planar jag en flänsanslutning som skall bli vevhusventilation längst bak på stommen/tråget.
-

- För att få hela konstruktionen att passa helt spänningsfritt, så har jag börjat med att montera registerkåpan på bakre blocket…
-

- … strukit spackel på främre skarven och skjutit blocket på plats, varvid…
-

- … en helt perfekt yta skapats att skruva fast mellandelen mot. Obs! Överflödigt metallspackel skall slipas bort och krympslangbitar petas ur hålen.
-

- Här syns spackelkorvar som tryckts ut av skruvarna som sitter i hålen. (som sagt, skruvar utan skalle och med krympslang på)
-

- Det börjar alltså närma sig att få ett gemensamt block av hela konkarongen.
-

- Återstår som sagt en massa kosmetisk spackling, gummimassa på insidan, epoxylack mm… så jag återkommer vad tiden lider.
-

- 2014-11-15 Här har jag slipat ett spår i botten av Registerkåpan. Jag har läst att tex Permatex eller LocTites packningssilikon kan töja sig ca 350%, alltså 3,5 gånger ursprunglig tjocklek Men om…
-

- … tjockleken från början är ”noll” så hjälper det inte att multiplicera med 3,5… svaret blir ändå ”noll”. Så jag har gjort ett spår, så att det finns silikon som kan töja sig.
-

- Här planar jag av ovansidan – äntligen – och kontrollmäter…
-

- … mot aktuellt block.
-

- Ovansidan klar… Slät söm en barnröv…
-

- De här små rackarna har jag använt till att märka ut hålen som saknades i överänden av Registerkåporna. Den breda i stora hålet för kylpumpen, den smala genom termostathuset. På så sätt har jag kunnat få hålen…
-

- … tämligen exakt placerade i förhållande till topplockets kylvattenhål.
-

- Och så har jag knackat svetspärlor- och knackat och knackat och knackat…
-

- … samt blästrat… allt för att få lös alla partiklar som kan tänkas lossna när motorn körs.
-

- Naturligtvis är det omöjligt att få bort alla små partiklar av såväl blästersand som svetspärlor, därför har jag…
-

- … målat alla skarvar och övriga misstänkta skräpfällor med 2-komponents epoxyfärg.
-

- Det blev väl inte så snyggt, men avsikten är inte det. Min skräck för att starta en kall motor full med metall och blästerpartiklar kan inte underskattas. Jag har hört…
-

- …av en filtertillverkare att när motorer är kalla, så passerar en stor del av motoroljan via ”bypass-ventilen” istället för filterduken. Det betyder alltså…
-

- … att jag verkligen måste få alla partiklar att tvättas bort eller målas fast. Nu skall det kläggas gummimassa, alltså Superfix. Återkommer!
-

- 2014-11-30 Jag har tillverkat hålade plåtar att klägga fast i den bakre…
-

- … registerkåpan. Allt för att dämpa ljud.
-

- Här ses jag i full aktion mot den bakre kåpan…
-

- … och här mot en av de mellersta.
-

- Halvvägs in i processen…
-

- .. och så här blev det när det blev klart.
-

- En massa spackel för att få den svetsade grunkan att mer likna något gjutet.
-

- Men det tarvas en massa – massa slipning…
-

- … och en hel del bättring av spacklingen också.
-

- Jag har slipat urtag för att det ska se mer arbetat ut. (vilket det också är.. )
-

- Med Plastic Padding har jag knottrat till ytan så att den förhoppningsvis ser gjuten ut. Kass bild, men ni fattar nog…
-

- Hörnet på efterföljande block är uppspacklat för att få en slät yta…
-

- … så här. Nu återstår endast lite småpill på mellandelarna, och så målning förstås. Men först skall jag fixa ihopbyggnaden av topplocken. Återkommer!
-

- 2014-12-14 Så här blev avslutningen mot växellådan efter lite stålspackel. Tanken är att den ska se gjuten ut. Gör den det? Jag börjar bli ”hemmablind”
-

- Attans också! Jag har mätt fel! Hålen för kamdreven är för små. Har inget att skylla på..klantighet, slarv… Va vet jag?!
-

- När jag fräste upp hålet lossnade förstås gallret… Jag ringde då till teknisk support på Casco för att diskutera huruvida man kunde anta att gummiklägget, alltså Superfixet skulle kunna sitta fast utan nät, över tid.
-

- Jag fick då svaret av den sk ”experten” (som jag för ett år sedan fått så positivt besked från) att prata med ”experten” istället… När jag så pratade med näste man, fick jag beskedet att det inte funkar med Superfix över huvud taget.
-

- Men… satans djävlar! (jag har försökt hålla ett vårdat språkbruk, men nu går det inte) Sju gånger sju djävlar…!! Förbannade Casco!
-

- Förbannade Casco!!!
-

- Förbannade, förbannade Casco!!!
-

- Tur i oturen så kollade jag upp tvåkomponentfärgen jag tänkte måla inne i tråget med, alltså den gula på bilderna längre upp. Den visade sig vid en extra koll inte tåla tempen. 95 grader het olja är för varmt för det mesta. Så i många hydraultankar ser det säkert ruggigt ut. Tur i oturen!
-

- 2014-12-30 Förbannade Casco. Jag skulle inte ha sagt något om jag inte frågat…
-

- …dem om råd, och först fått felaktig information. Förbannade Casco teknisk support!
-

- Så djävla många timmar det tagit mig att göra och göra om. Förbannade djävla Casco!!
-

- Men nu får jag sluta vara bitter och se framåt igen.
-

- Jo, en gång till… Förbannade Casco. Om man ringer för att få besked, och får svar av en inkompetent tekniker… Fy faan! Okey, nog nu.
-

- För första gången har jag provmonterat för att kolla frigången mellan kamdrev…
-

- …kedjedrev och kåpans väggar.
-

- Det är inte något större spelrum där inne, men…
-

- … genom att lägga på en kedjestump och spola fram den så har jag sett att det funkar. Alles!
-

- 2015-01-18 För att få lite koll på hur Superfix-klägget uppför sig, så håller jag på med en eget långtidstest. Kokplatta från Jula (199:- ), gammal kaffepanna, motorolja, ståltråd, termometer och några bitar av det jag tog loss från registerkåporna. För en tid sedan tog jag upp och kollade.
-

- Då hade plattan stått och värmt oljan kontinuerligt i 34 dygn, alltså 816 timmar. Temperaturen har pendlat mellan 92 – 101 grader. Om bilen skulle gått med drygt 60km/t, så motsvarar tiden ca 5000mil. MEN, då är ju inte praktisk, förfluten kalendertid inräknad. Bitarna såg helt okey ut. Missfärgade, men fin elastisitet i gummit. Definitivt inga tendenser till att vara som ”snor” som skulle kunna täppa till oljefilter. Jag testar vidare.
-

- 2015-01-15 Statusrapport beträffande Superfix i varm olja. Kollade för några dagar sedan. Då hade koket stått på i 2 månader, dygnet runt. Efter 1488 timmar är gummit fortfarande spänstigt och ser helt okey ut. 1488tim x 6mil/tim = 9000mil…… Fråga: Vilken expert kan man lita på??
-

- Jag har nu även lagt i bitar där jag limmat fast Superfix på blästrade plåtar. Wait and se..
-

- 2015-02-28 Nu har jag kommit så långt att det är svårt att välja vilken kategori bilderna ska ligga i. En del av spacklingen har hamnat under kylsystem, men det här måste väl vara ett solklart fall för motorblock, eftersom…
-

- …jag slipat bort generator- och motorfäste, samt spacklat så det mer liknar ett enda långt block.
-

- 2015-03-16 Dags för koll i kaffekokaren igen. Kollen och bilderna togs den 10/3, och då hade det alltså gått 3månader, dygnet runt. Aluminiumkokaren hade fått en frätskada så den är nu utbytt mot en gryta.
-

- Teknikerna på Casco har både rätt och fel. De har helt rätt i att Superfixet inte fungerar att limma saker (vilket iof är dess uppgift) i motorolja 90 – 100 grader. Det släpper från plåten som ni ser i bild. I det fall jag skulle ha det som ljuddämpning, och det satt instängt bakom ett galler, så funkar det utmärkt. Att det skulle bli upplöst och fastna i filtret stämmer inte alls. Det har fortfarande fin spänst och skulle definitivt ha klarat jobbet. 21+31+28+10=90dgr x 24tim = 2.160tim. Detta motsvarar 13.000mil vid medelfart av ca 60km/t
-

- 2015-04-11 Efter fyra månader, alltså 122 dagar, i temperatur mellan 90,2 och 101,6 grader, har jag beslutat att…
-

- …avbryta testet. 122 dgr x 24 = 2928 timmar. Vid en medelhastighet av 60km/t motsvarar det ca 17.500mil. Statusen mot tidigare är oförändrad.
-

- Limningsfunktionen finns inte alls, alltså Casco har rätt. Spänsten och strukturen finns fortfarande och är oförändrad mot tidigare kontroller, så där har Casco fel. Det skulle inte ha inneburit att filtren blivit igensatta, men ”gummit” skulle ha lossnat från ytan. Så att jag tog bort ”kakorna” från sidoluckorna var helt rätt beslut, de skulle ha lossnat.
-

- 2015-06-14 Jag läste på något forum att Metallspackel inte tål varm motorolja. Det hade jag förutsatt eftersom det tål värme, samt att polyester (som det är uppbyggt av) lär tåla mineralolja. Så jag har tagit en provbit, klämt fast den i ett skruvförband…
-

- … plockat fram den gamla kokplattan igen och kör nu ytterligare en långtidstest.
-

- 2015-07-09 Nu har jag plockat upp min testbit ur oljan för inspektion. Den har legat i 39 dygn, alltså ca 940 timmar i temperatur mellan ca 78 till 104 grader. Helst hade jag kört mellan 90 till 100, men hysteresen* i kokplattans termostat har blivit så stor. ________________________________________________________ * Hysteres, låter som ett ”hittepåord”, men betyder det område mellan vilket tex en termostat jobbar. Alltså mellan på och avslag.
-

- Jag fann en spricka i ena sidan, men i övrigt upptäckte jag inget fel. Åtdragningsmomentet jag testade med var ca 10Nm, vilket blir en klämkraft av ca 8,5kN (alltså 8500N, alltså 850kp*) Arean av brickan är ca 450 kvadratmillimeter, vilket betyder att jag belastat spacklet med ca 19N/mm2 (alltså knappt två kilo per kvadratmillimeter) ____________________________________________________________ * kp = kilopond – vilket är typ samma sak som kilo
-

- Vid ett subjektivt brytprov med en tång, där jag jämförde med en referensbit, upplevde jag inte att det var någon skillnad mellan bitarna. Ev var faktiskt provbiten något hårdare, vilket kan förklara sprickan som uppstått.
-

- Ytan under brickan var blankare, och brickan hade fastnat något. Summa summarum, är jag fortfarande positiv att detta kan funka. Testbiten har fått åka ner i oljebadet igen, och jag ska höja temperaturen något. Tålamod är mitt signum.
-

- 2015-09-04 Dags att ta upp min Metallspackelbit ur långtidskoket. Ca 2.300 timmar dygnet runt. Tempen har legat högt: 20% av tiden 100-120grader, 60% av tiden 95-115grader och resten 20% 80-100grader.
-

- Ytterligare en spricka, och brickorna insjunkna i plasten. Ja, Metallspackel ÄR plast. Det är polyester med aluminiumspån.
-

- Jag tycker bitarna ser helt okey ut, förutom sprickorna jag provocerat fram. Inga tecken på skador i övrigt.
-

- Med en tång har jag brutit lös en bit. Den var superhård, verkligen ett rejält motstånd.
-

- Men… Nu har jag testat det ena, så… nu måste jag testa det andra. Hur bra sitter spacklet på en blästrad plåt ”över tid”…? Långtidskok väntar!
-

- 2015-09-19 Efter ca 250 timmar i mitt varma oljebad, kände jag att det var dags att göra en första inspektion om Metallspacklet hade lossnat från plåten. ”Icke, sa Nicke” Den lossnade inte ens med våldsamt petande med kniven. Yeah! – Ner i badet igen!!
-

- 2015-10-17 Efter ett otal problem med att hålla rätt temperatur i grytan med testbitar, som medfört att Metallspacklet lossnat från den blästrade stålplattan, har jag börjat tänka om. Jag ska slipa/fräsa bort Biltema Metallspackel från mina Mellanstycken och istället använda…
-

- … en för mig nyfunnen Kemisk Metall från LocTite som är helt superior. Den klarar en massa olika kemikalier i hög temperatur, så varm motorolja är inga problem.
-

- Det klarar ett tryck av 125N/mm2, alltså 1250kg/cm2 vilket medför att jag med lätthet kan dra de skruvar som ska hålla Mellanstycket. Det är ¼” skruvar som har en klämkraft av ca 900kg (9000N). Spacklet klarar 1,7kg/mm2 i drag, så det bör klara att hålla en plåtremsa…..
-

- … som Ekshärads Water Jet har skurit helt perfekt. Jag ska spackla/limma fast de här remsorna för att få en metallyta som jag kan skrapa motorsilikon från vid montage efter demontage. Mer kommer så småningom!
-

- 2015-11-01 Det var ett knöligt jobb att kunna fästa upp Registerkåpan för att gänga M22x1,5. Detta för att skapa fäste för Huvarna till Radialspännfunktionen. Men nu är det fixat!
-

- 2016-01-23 Jag har nu fått hem burkar med LocTite 3478. Det är alltså Suuuper-kemisk-metall. Den här är riktigt-riktigt stark. Jag återkommer när jag spacklat skarvytan mellan Blocken.
-

- 2016-02-06 Den med SuperFix limmade ljuddämpningsplåten i Registerkåpan (längst bak på motorn) har här fått några borrade, försänkta…
-

- …och gängade hål. Det vore ju inte så käckt om plåten lossnade och lade sig mot kedjan.
-

- För att bli säker på att det sitter och är tätt, så har jag limmat samt nitat det som stack ut av skruven.
-

- Så har det blivit dags att fixa en bättre skarv mellan i det här fallet Registerkåpa och Motorblock. Jag har gått som katten kring het gröt runt det här. Dels för att jag naturligtvis vill ha ett perfekt resultat, men också att varje burk Super-duper-spackel kostar 1.200 spänn. (1200 x 4 = 4.800kr) Här knackar jag bort Biltema Metallspacklet. Det sitter som tusan, men kan ändå inte mäta sig mot det som komma skall.
-

- Jag har med min lilla slipmaskin gjort spår för motorsilikonet när detaljen så småningom ska monteras mot framförvarande motorblock.
-

- Efter det följde fräsning av ett spår för att få rätt djup, alltså tjocklek på Metallspacklet mellan Ytplåten och Registerkåpan.
-

- Och här ligger den för blästring.
-

- Jag har alltså gjort spår på ena sidan…
-

- … samt blästrat den andra.
-

- På motorblockets ände har jag dragit på en supertunn- superstark dubbelhäftande tejp från BilTema. Här med skyddsfilmen på.
-

- Nu blev det nervöst… Dags att blanda spacklet. Man ska inte ha dåliga handleder för det här. Konsistensen är som seg kola så det var svårt att få det blandat ordentligt. En fördel är att ”öppentiden” är 20 minuter, så man behöver inte stressa bara man förberett sig ordentligt. Här har jag masserat in spackel i Ytplåten. Och ni ser att jag hittat ett användningsområde för det onödiga bihanget i dagstidningen.
-

- Här har jag tryckt fast Ytplåten i den dubbelhäftande tejpen, samt skruvat i pinnskruv i hålen för det som original är bakre vevaxeltätning. På pinnskruvarna sitter en bit krympslang.
-

- På Registerkåpan har det frästa spåret fyllts med spackel. Tjockleken på det spackelskickt som ska hålla Ytplåten blir ca 2mm. Överskottet av spackel ska bilda styrning i sidled.
-

- Registerkåpan hålls på rätt plats genom att den är skruvad i Transmissionsplåten. Så ska den sitta under tiden spacklet härdar.
-

- Här kan man se på insidan hur överskottet pressats ut. Så här långt ser det helt perfekt ut. Ni kan också se den dubbelhäftande tejpen spänd i luften.
-

- När jag efter ett dygn öppnade, så såg det så här bra ut. Och…
-

- … efter lite slipning och fräsning har jag fått en tätningsyta som är helt perfekt. Den passar alltså till hundra mot Blocket, och håller för att jag ska dra skruvarna med fullt moment. Visst blev det bra?! (Jämför med bild 174 här ovan).
-

- Som sagt helt PERFEKT! Kåpan sitter som en smäck. Jag är VERKLIGEN Supernöjd med denna LocTite produkt också. Den är inte helt gratis, men den tål 125N/mm. En UNC-skruv ¼” har en klämkraft av ca 9100N, (alltså 910kg). 9100N / 125= 73mm2. Så lite behövs under skruvskallen för att metallspacklet ska hålla. Om man jämför de hållfasthetsvärden med motsvarande för andra kemiska metaller så är det som att jämföra en cykel mot Formel 1. LocTite Super-Metallspackel 3478 lagar kilspår, sönderkörda axlar mm För att inte säga, bygga tätningsyta på Transkåpa för Herkules 1934. Jag har ”klistrat” även på motorns Mellanstycken, men inte öppnat än, så det får vi se… en annan dag.
-

- 2016-02-20 På undersidan av Blocken har jag slipat ett spår för att klägga i motorsilikon, LocTite 5910. Som jag sagt tidigare… den töjer sig 3,5 gånger, alltså 350%. Men 3,5 gånger noll är fortfarande noll. Så det tarvas ett spår.
-

- Det finns ett antal skruvhål i botten av Blocken, som inte används längre. För att inte få oljeläckage från dem har jag tillverkat ett gäng…
-

- … pinnskruv som ska permanentlimmas fast. I bild saknas det sågade skruvmejselspåret. Alla dessa små-små detaljer…!
-

- 2016-09-09 Efter att ha inkasserat semesterersättningen blev det dags att skicka vevstakarna på renovering. KG Trimning fick det förtroendet. Så från att ha legat och slumrat på biljardbordsfilt…
-

- …blev de gradade, momentdragna och sända på rehabilitering. Hur detta blir får vi se… en annan dag.
-

- 2016-09-16 För den som vill tillverka saker med precision finns det bara ett sätt att lösa det. Man måste kunna mäta. Sedan jag köpte digital mätutrustning till svarven och fräsen öppnades en helt ny värld hemma i garaget. Helt plötsligt hade jag koll på var stålet befann sig. Men samtidigt öppnade jag ett konto för att investera i bra, riktigt bra mätverktyg. Då och då sker ett eller annat inköp för att långsamt bygga upp en arsenal.Från att ha tillverkat saker mer på frihand, kan jag nu få koll på hundradelarna. Med den här innermikrometern från Mitutoyo ska jag mäta och få koll på styrhålen för ventillyftarna. Så gött att kunna gå in i manualen, kolla vad ett aktuelllt läge har för diameter och jämföra det med slitaget på motsvarande nock. Men den mätningen… tar vi en annan dag.
-

- 2016-10-13 Återigen… var ska bilderna ligga? Topplock eller Motorblock… Det här är en gängad skruv (med en LocTite 648-limmad mutter som skalle) som proppar igen hålet där normalt oljestickan suttit i Block 13 – 16.
-

- Det här är samma skruv, men nu sitter det 10st shimsbrickor under den. De 1mm brickorna sitter normalt under infästningen till ventilkåpan, men kan tas bort därifrån när packningarna börjar på att bli lite trötta, så att man kan spänna åt dem 1mm till innan byte. Brickorna har då sin givna plats på Blocket så de inte försvinner. Se Topplock bild 101 – 103.
-

- 2016-11-26 Efter renovering av stakar har jag kontrollerat och…
-

- … kontrollerat, finfixat och …
-

- … kontrollerat och kontrollerat. Mer kontroller ska det bli vad det lider.
-

- Nu har jag börjat med en av de små detaljer som tar tid, men betyder så mycket i slutänden… När man byter olja i Herkules 1934 måste man fylla på en skvätt i tråget så att returpumparna inte suger torrt. Påfyllning sker under mässinglocket, men det rinner naturligtvis endast ner i Trågets fack nr 2. Genom att öppna tre kranar under motorn, fås oljan att rinna likvärdigt mellan de fyra facken. Detta tarvar att motorn står i våg.
-

- En aluminiumbit… Som jag sagt tidigare… Biltemas Multikapskiva skär i aluminium som smör. Att kapa den här biten tog 23 sekunder!!!
-

- Fräsning på gång i alla möjliga vinklar och vrår.
-

- Här en konstruktörs kladdskiss som används som stöd när konstruktionen redan är klar i skallen, men måste skäras fram ur biten.
-
- Det skall alltså bli ett fäste för en libell. Libell heter den grejen med en bubbla i som sitter på vattenpass.
-

- Här är jag en bit på väg på locket.
-

- Och här en gängad bussning för att fästa libellhuset i ett befintligt hål M12x1,25 / M8 Mer om detta… en annan dag.
-

- 2016-12-04 Libellhuset blev så här. Skruven i botten skall alltså sitta i den gängade bussningen, som i sin tur sitter i det gängade hålet där det en gång i tiden satt en oljesticka…
-

- … alltså det här hålet. De små skruvarna är infästningsarmering för metallspacklet som komma skall.
-

- Här sitter ”askkoppen” skruvad på plats…
-

- … och här med vederbörlig spackling.
-

- Sisådär, nu har jag en libell för rätt förfarande vid oljebyte.
-

- Och med stängt lock. Vid slutmontage skall det trixas med lite detaljer. Tex i botten av gångjärnsskruvhålen (obs! ett ord – inte särskrivning) skall det ligga dämpande gummi, klippt av en O-ring, samt lite annat gummigrejs. Men det tar vi vid slutmontaget.
-

- Någon som känner igen dessa plåtbitar?
-

- De skall täcka dessa hål som normalt härbärgerar…
-

- … den här lilla burken. Det är alltså den ”gamla” vevhusventilationsburken som nu ersatts av det jag byggde för ett par veckor sedan.
-

- Ett par timmar senare ser plåtarna ut så här.
-

- Och på plats så här. Efter tvättning av block inför slutmontage skall jag limma fast de här med Loctite Flänstätning. Men det blir … en annan dag.
© Copyright: Kopiering tillåten om källan anges..