-

-
2015-12-20 Pumplocken tillbaka från Nitrerhärdning (*se Tekniksidan) hos HärdTekno i Kristinehamn. Jag har dragit av ytan med 1200 våtslippapper på glasskiva. Det ser riktigt-riktigt bra ut.
-

-
”Fossingarna” är här svarvade (i fyrbackschuck) brotschade samt blästrade.
-

-
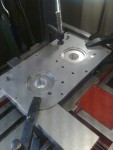
”Fossingarna” är monterade permanent på rören. Arbetet med detta började med maskering, blästring samt uppriktning i svarvchucken intill +/- 0,01mm. Därefter beströks de…
-

-
… blästrade ytorna med LocTite, och foten sattes på plats mot röret med en i förväg…
-

-
… inborrad indikeringsskruv (spetsig stoppskruv).
-

-
Mina trogna läsare behöver väl inte tveka på vilken LocTite jag använder för permaneta limningar… Sexfyrtioåttaaaa…!
-

-
När sedan LocTiten härdat (biten satt orörd i svarven) började maskinoperationerna med borrning, svarvning…
-

-
… samt brotschning av lagerläget. Hålet här är 40mm djupt. Lagret är 20mm långt. Övriga 20mm kommer att inhysa en instyrning för oljepumpen.
-

-
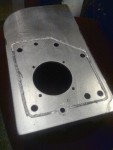
Därefter följde ändplansvarvning av den yta som oljepumpen senare kommer att skruvas mot.
-

-
Resultatet av ovanstående blev en pelare (Kolonn) med lagerläge i båda ändar.
-

-
I andra änden av Kolonnen sitter Fästet/Instyrningen mot Motorblocket. Det är gängad M24 x 1,5 samt försedd med 4st stoppskruvar. Dessa skruvar skall skruvas fast i en bestämd ordning för att tillförsäkra att Fästet/Instyrningen alltid hamnar i rätt position.
-

-
Det var osäkert in i det sista om jag skulle kunna montera pumpen i den riktning jag ville, utan att Kolonnen skulle ta i Huvudaxeln. Den lilla ljusspalten längs ner vittnar om hur trångt det är. På plats sitter ett precisionsrör istället för Huvudaxeln, detta endast för att mäta.
-

-
För att få in smörjolja till nedre lagret (förutom det som skulle rinna förbi det övre) slipade jag en slits samt borrade ett 2mm hål. Efter att jag gjort detta kom jag på en sak… Oljepumpen har ju ingen tätning till sin drivaxel, så där kommer det ut olja under tryck. Genom att stryka motorsilikon i skarven mellan Kolonnen och Pumpen, får jag fullfilms-trycksmörjning av Kolonnens lager. Sålunda gängade jag den borrade kanalen med M3 för en plugg/skruv.
-

-
Här har jag tillverkat de styrhylsor som skall styra pumpen mot Kolonnen. Originalstyrningarna i pumparna har jag tagit bort. Den långa, lite grövre änden skall limmas i Kolonnen, den med mindre diameter styr i pumpen. Som utgångsmaterial har jag använt en skruv av 12.9 kvalité. (Nu kan ju de som anser sig behöva repetera lite kunskaper, kolla på Tekniksidan, Flik 10 samt Flik 21)
-

-
Här kan vi se styrhylsan samt pumpens styrhål.
-

-
Eftersom det är djäkligt trångt har jag nödgats flytta pumpens fästhål 5mm.
-

-
Här kan vi se för första gången när Kolonnen och Pumpen möts.
-

-
Maskering, blästring samt Biltema klarlack.
-

-
Här syns de detaljer som bildar Kolonnen. I bild saknas drivaxeln…
-

-
… så det var väl lämpligt att börja med den här. Axeln är ju som jag skrivit tidigare, en slipad och härdad utstötarpinne för plastformverktyg. För att fräsa medbringarspåret brukar jag massiv-hårdmetallfräsar från ESSKA. Supervalté! Rekommeras!
Kontentan av detta arbete blev… I ena änden en slits, i andra änden en tunga.
-

-
Så dags för Kolonnens slutmontage. I fräsmaskinens skruvstycke pressar jag in lagret…
-

-
… tills det bottnade. Perfekt!
-

-
Därefter blev det dags för Fästet/Instyrningen mot Motorblocket. Detta gängsäkrades med skruvlåsning Medel i såväl M24 som…
-

-
… M5 gängorna. Stoppskruvarna drogs i en speciell ordning.
-

-
Lagret i andra änden pressades på plats med en specialtillverkad pressdorn.
-

-
Efter lagret monterades pumpens styrhylsa.
-

-
Och så här blev det med axeln på plats. Superperfekt!
-

-
Nu återstår en del fix… Här slipar jag pumphuset mot 240 samt 800 våtslippapper för att minska axialspelet. Nu ligger det mellan 0,05 och 0,08
-

-
Här provar jag att inte pumpgaveln slår sig så jag får negativt spel när den blir 100 grader.
-

-
Uppmärkning av alla axeldetaljer. Dels för att hamna på rätt plats, men även för att få rätt riktning. Då kan detaljerna plockas isär, men ändå hamna tillbaka där de blivit inslitna.
-

-
Och så här ser det ut med en bättre kamera. Alltså rätt plats och rätt (rotations-) riktning.
-

-
Borrning och gängning av anslutningsport.
-

-
För att kunna skruva in den här nippeln brukade jag ett trekantigt skavstål uppsatt i ett skruvstycke.
-

-
Nippeln till ”Fastighetsskötarventilen” samt fjäderstyrningen till överströmnings-ventilen är limmad med …. LocTite 648
-

-
Uppborrning av ”Fastighetsskötarventilen” för att få högre flöde. En liten ökning av diametern, blir en stor ökning av arean. (Se Tekniksidan, Flik 26) Självklart använder jag skärolja från Omega. Deras produkter är superbra. Testa, ni blir inte besvikna – jag garanterar!
-

-
Ja, båda anslutningarna borrades förstås. Från 10 till 12mm.
-

-
Locket borrat och försett med en sketen M2 gänga. Detta för att kunna låsa fast locket utan att limma. Tanken är att det då av misstag …
-

-
… kommer in LocTite och låser den fingängade justerskruven. M2-skruven tar spjärn i det filade hacket.
-

-
Hålet i locket har jag gjort för att få fin styrning för en mejsel för justering av oljeflödet. Detta utan att behöva stöta i den känsliga fingängan i ventilen.
-

-
Av en mejsel avsedd för ett skruvstycke, har jag tillverkat en ny framände i vilken jag fräst en tunga som passar i strypventilen. Den nyckeln skall stickas in genom ett gängat hål i sidan av Tråget där det hålet tätas normalt av en propp.
-

-
Maskering, finblästring och Biltema klarlack.
-

-
Efter slutmontage blev det så här. Ett antal grejor har jag modifierat på pumparna, så nu återstår att se hur det blir. På plats tänkte jag från början att dra slang, men nu är jag inne på att bocka rör istället. Så en hel del jobb återstår.
-

-
Ahh! Va gött!
-

-
Det gamla sönderkapade blocket kommer till heders igen.
-

-
Här på plats som hållare för pumpen. På så sätt är det lättare att komma åt att mäta och bocka rör.
-

-
Det är nog trångt ändå!
-

-
Första rörböjen på första röret…. Tratten i änden hör till rörbockningsfjädern.
-

-
Och så är första röret på plats. Som sagt: Fler ska det bli.
-

-
Av ful plattstång tillverkar jag ”stödjärn”, samt av…
-

-
… vinkelstång – ”fötter” …
-

-
… som fästs samman och sedan fästs mot tråget respektive pumpen.
-

-
Här syns infästningsytan mot Pumpen, eller rättare sagt Kolonnen.
-

-
Bild från CADen visande lätthål jag ämnar borra.
-

-
Jag har svarvat skallarna på insexskruv som skruvas in i …
-

-
…Tråget från utsidan. Mot dessa fästs vinkeljärnsfoten. Skruvarna skall sedermera limmas med en LocTite som både fäster permanent och tätar. Vilken? …. 648, såklart!
-

-
För att få god anliggning mot de slitsade hålen använder jag stora, tjocka brickor. I mitt fall har jag tagit 6,5mm brickor och borrat dem till 8mm. De heter TBRSB men brukar i dagligt tal kallas ”fetbrickor”
-

-
Av 8.8-skruvar har jag gjort pinnskruvar att limma fast i respektive hål i Kolonnen. Detta för att fästa ”stödjärnen”.
-

-
Mer ska det bli, men det blir en annan dag!
-

-
2016-01-23 Så, nu har en och annan dag passerat, och man kan skåda hur det blir med stag och rör i fack nr 4.
-

-
Så här blir skillnaden mellan obehandlat respektive blästrat och klarlackat. Rörkopplingarna är från BilTema, tillverkade i Italien, godkända för 10 bar.
-

-
För att verkligen inte låta rören vibrera nere i tråget har jag tagit bitar ur vinkeljärn och fyrkantrör…
-

-
… låtit dem passera fräsmaskinen, slipbandet, blästern och klarlacken. Dessutom…
-

-
…kilstål och låtit även dem…
-

-
… passera fräsmaskinen, slipbandet, blästern och klarlacken …
-

-
… för att få fästen likt de här. Just de här fästena…
-

-
… kommer att hålla de rör som smörjer kedjorna via sträckarna…
-

-
… och då blir det så här…
-

-
… och inne i Tråget blir det så här.
-

-
För att smörja kedjorna tar jag oljan genom Trågväggen via en vinkel och en slangnippel…
-

-
… vidare genom en slang mot Kedjesträckaren. Slangen kommer från BilTema, tillverkad i Italien och med kvalitetscertifikat. En bränsleslang godkänd att ligga i bensintank. Superkvalité.
-

-
När det gäller Kedjesträckaren visade sig att jag klantat mig två gånger. Dels borrade jag fel…
-

-
… vilket jag senare kunde rädda upp med kemisk metall, LocTite 3463. Dessutom hade jag…
-

-
… av slarv, obetänksamhet eller vad det nu var, limmat plastbitens passkruv med gänglåsning Stark. Detta medförde ett prolem som löstes med skärbrännarens värmelåga.
-

-
Genon att sätta värmelågan en kort stund på skruvens ände, värmdes den upp så mycket att LocTiten släppte. Det syns knapp ett märke i resten av ytan som ändå är klarlackad.
-

-
Eftersom jag tänkte köra kedjornas smörjolja genom sträckarna, beöver det vara tätt mellan Glidklotsen och Hållaroket. Jag testade därför…
-

-
…att limma två bitar kilstål med LocTite Flänstätning 5188. Det blev…
-

-
… helt perfekt! Som vanligt så stelnar LocTite vid avsaknad av luft, så överskottet kan torkas eller blåsas bort.
-

-
Här tätar jag Kedjesträckaren.
-

-
Kass mobilkamera, men här har jag borrat oljekanalerna i plasten. Jag har haft stor konflikt i min hjärna hur stort hål jag ska borra. Till slut blev det 2mm (men det kanske skulle varit 1,8mm)…
-

-
För att få oljan från slangen in i sträckaren hag jag svarvat egna små slangnipplar av 12.9 insexskruv.
-

-
På så sätt kunde jag få så små nipplar jag ville ha för att passa i konstruktionen.
-

-
Hållare för att inte slangen ska fara omkring…
-

-
… och superflotta slangnipplar från ESSKA gör bilden komplett.
-

-
Här kommer slangen från nippel och vidare. Slanghållaren blänker till längst upp i bild.
-

-
Bitvis har det varit trångt och djävligt att få ihop konstruktionen. Det är lätt att missa något… tex här. Det löstes med att knäcka om röret, så det blev perfekt.
-

-
Så här blir det. (Det är inte huvudaxeln som syns in bild, det är ett rör som ”dummy”) Jag är supernöjd! Vad tycker ni?
-

-
Så blev det själva Kollektorns tur. Det är alltså grunkan som samlar ihop rören från de fyra pumparna för att sedan skicka iväg returoljan vidare ut genom Trågväggen i riktning mot Returfiltren. För att tillverka ena gaveln har jag spänt upp en rund skiva med en mutter mellan ena backen för att kunna svarva excentriskt. Skyddshuv och snoken på behörigt avstånd, förstås!
-

-
Gaveln svetsad mot ett 50mm rör.
-

-
Andra änden tillverkades i svarvens fyrbackschuck.
-

-
I fräsmaskinen blev det bla hål för O-ringar.
-

-
Plattjärn med rörgängor, och hela klabbet klart för svetsning.
-

-
Efter detta följde lite slipning, blästring provtryckning mm.
-

-
Och så här blev det av lite rostigt järn.
-

-
För att kunna montera de två böjda rören har jag borrat bort bottenstoppet i klämnipplarna. Genom att använda…
-

-
…O-ringar istället för klämringen, har jag möjlighet att skjuta in röret i Kollektorn och sedan dra det tillbaka vid montage mot andra änden. Väl smorda med O-ringsfett. Det klarar 5 bar, och så högt mottryck ska jag inte ha i retursystemet. Om det läcker, så blir det ändå inne i Tråget
-

-
Jag borrade liiiite för djupt så det läckt liiite från botten av gängan. Då tog jag en skruv och planade den i änden, en plutt LocTite 3463 Kemisk metall, strök Omega 77-fett på skruvänden, släppte ner plutten i hålet, drog ner skruven hårt, tog ur den igen… Klart – Tätt!
-

-
Nu skall prylarna som hör till Returoljesystemet arkiveras till vidare…. och ”tills vidare”… det är en annan dag….!
-

-
2016-02-06 Jag har testat den här rörtätningen LocTite 577 och tycker den funkar riktigt bra. Det är ett ”lagom” motstånd när man vill gänga isär skarven och det fyller upp bra. Detta kommer jag att bruka till mina rör vid slutmontage.
-

-
Så här ser det ut när man skruvat isär en klämkopplingsskarv.
-

-
Insexnyckel i tum, för skruvarna som håller ihop Returoljepumpen… Jag blästrade, lackade och drog på en bit krympslang, så är det ingen tvekan om vilken verktygslåda den skall ligga i.
-

-
För att tillverka en maskin på det sätt jag gör, så tarvas det en djäkla massa detaljer som ingen kommer att tänka på. Här tillverkar jag pinnskruvar…
-

-
… som ska hålla fast Returfilterhållaren med Kollektorn tvärs igenom Tråget. Jag limmar fast kupolmuttrar så de blir som ”vanliga” skruvar.
-

-
Jag sparar på allt som kan tänkas… Av de här axlarna har jag tillverkat de skruv som håller andra änden av Returfilterhållaren. De rostfria axlarna kommer från en skrotlåda vid ett konsultuppdrag 1987. Alltså i 29 år har de väntat på att bli använda.
-

-
2016-02-20 Tänkte visa er hur det ser ut när Kollektorn sitter mot hållaren för Returfiltren.
-

-
Som ni förstår så sitter själva Trågplåten i avståndet mellan Filterhållaren och Kollektorn.
-

-
Efter att jag fick stoppa tillverkningen av växellådan – oljepumpdrivningen (eller vad vi nu ska kalla den) i höstas, för att jag pajade den digitala mätlinjalen, är jag nu igång igen.
-

-
Det undrlättar otroligt att ha en digital mätutrustning på sina maskiner. Jag jobbade extra på en verkstad efter mitt ordinarie jobb för ca tio år sedan för att kunna köpa det här.
-

-
Jag har fräst lagerlägen. Och till det behöver man ha (som jag sagt tidigare) bra mätgrejor. Min investering i Mitutoyos innermikrometrar har lönat sig.
-

-
Ahh, en så trevlig och inspirerande miljö. Några ritningar på en bänk…
-

-
… som man kan krypa in i och skapa något. Skaparglädjen är den sanna glädjen.
-

-
Här har jag fräst instyrningslägen samt markerat skruvhål i locket för växellådan. Kan ni se det i föregående genomlysningsbild? Det är den smala remsan som syns grön mitt i bilden. Där kan man se de försänkningar jag fräst i locket.
-

-
Jag har fräst och slipat fram ett litet spår för motorsilikonet. Som jag tjatat om tidigare… Det töjer sig 3,5 gånger, men, 3,5 x 0 = 0. Så det måste vara ett spår.
-

-
Så var det dags att svarva lagerhus.
-

-
Och samtidigt som jag svarvar lagerlägen så har jag börjat kapa i en 35mm aluminiumplåt. Det ska bli blocket med oljekanaler. Plåten kommer från en … gissa!…. en skrotlåda. Och min 10år gamla vinkelslip från Biltema som jag köpte för 260kr bara går och går. MEN, jag fyllde växelhuset med Omega 77 fett.
-

-
2016-03-06 Sedan sist så har jag bland en massa annat svarvat kedjehjul. Det är viktigt att man spänner hjulet i tandbotten, så här syns några cylindriska pinnar jag tagit till hjälp.
-

-
Till detta har jag svaravat en axel i vilken jag i ett hål pressat in en bit insexnyckel. Den senare är dessutom låst med 6st 12.9-skruvar som limmats med 648.
-

-
Skruvarna kapades och änden svarvades av.
-

-
Hela villebitten monterades sedan ihop…
-

-
…maskerades, blästrades och klarlackades…
-

-
… för att bli till en av detaljerna som ska driva oljepumparna.
-

-
Insexnyckeln?? Jo, Chyslerpumparna jag använder drivs av en sexkant.
-

-
Jag är väl helt bäng som lägger så mycket tid på att maskera, blästra och klarlacka. Men ”…- för mig är mekanik konst också” som jag visst uttalat vid något tillfälle. Här det andra kedjedrevet i lådan.
-

-
Appropå konst… Här har jag spacklat växelhuset så att det ska se gjutet ut. Det blev rätt så okey, eller vad tycker du?
-

-
Dags att börja bearbeta aluminiumblocken.
-

-
Kolla spånlådan och golvet.
-

-
Yttre kontur börjar arta sig.
-

-
Fler och fler hål vartefter.
-

-
Styrpinnar.
-
-
Det ser ut att kunna bli bra det här.
-

-
Otaliga är de skruv jag specialtillverkat. Ser jag tillbaka på hela projektet så minns jag nästan bara att jag gängat skruv och slipat på något.
-

-
Efter att ha legat i som en rem, har jag nu tillverkat ett antal transmissionsdetaljer. Per på MYKÅ har hjälpt mig att slipa in de lagerlägen som ska hålla kullagren.
-

-
Här ses ett första provmontage. Yeah!!
-

-
Specialtillverkade skruv för oljepumparna.
-

-
Ur en bit HDPE har jag fräst och svarvat till en glidklots för kedjesträckaren.
-

-
En bit fyrkantrör har släppt till en bit för fästet.
-

-
Ett antal timmar senare blev det så här. Det stora hålet i mitten är för att härbärgera smörjolja till kedjan.
-

-
Oljan pytsas ut på exakt rätt ställe på länkarna genom små hål.
-

-
För att fylla ”koppen” har jag av en skruv tillverkat ett ”fyllerör”.
-

-
”Fylleröret” får olja direkt från en av tryckpumparna och via ett litet hål (illustrerat med en liten borr i hålet) fyller koppen. I ena änden, bricka och propp. Vid gängan, en specialtillverkad låsmutter.
-
-
Just nu är det mer bearbetning på plattorna. Så här före…
-

-
… och så här efter dammsugning.
-

-
Ett antal teakoppar och otaliga funderingar om hur jag ska kunna knyta ihop säcken vid oljetanken, tryckpumparna, lagring för vattenpumpaxel och oljerenarcyklonen.
-

-
Jag funderar vidare så får vi se hur det blir… en annan dag.
-

-
2016-03-19 Som jag sagt tidigare… Det är en otolig massa specialskruvar som tillverkats till denna maskin. De här håller tryckpumparna.
-

-
Arbetet med oljepumpattiraljer fortgår med oförminskad intensitet. I bild ser vi en av de två plattor som Chryslerpumparna är skruvade på, och som är rappade med hål av olka slag. Jag har skruvat dit en bit tjock plattstång och fräser här ett ovalt spår. Där ska sugledningen från tanken sitta.
-

-
Här syns aluminiumblocket med sitt spår och utan plattjärnsbiten, den så kallade ”Flänsen”.
-

-
Fläns, rörböj samt det slitsade rörbiten som ska bli det jag kallar ”rörstos”
-

-
Svetsning…
-

-
… med efterföljande slipning.
-

-
Sedan.. provtryckning…
-

-
…och fastsvetsning av flänsen.
-

-
Så småningom skall mer grejs svetsas mot det här, allt för att få olja mellan tank och pumpar.
-

-
Från slitsen borras anslutningskanalen. För att lyckas borra tillräckligt djupt…
-

-
… offrade jag en borr med morsekona vilken jag svarvade cylindriskt fäste av. Jo, det var så sant… Jag hade dubblett av borrarna.
-

-
Från början tänkte jag ta ut olja att smörja kedjan med från tyckoljeledningen, men tänkte om. Tryckpumparnas axlar glappar 0,05mm, så jag räknar med att det läckaget räcker. Sålunda stålspacklade jag igen det felaktiga spåret som leder oljan med metallspackel.
-

-
Så här blir anslutningsflänsen för sugröret till tryckpumparna. På den ska det svetsas ett par rörböjar för att ansluta mot oljetanken.
-

-
Många skruvar har jag tillverkat…
-

-
… många skruvar.
-

-
När man inte gör ritningar kan det vara lätt att missa något. Därför fick jag fräsa ur lite för ett par muttrar.
-

-
De två plåtarna som oljepumparna sitter fästade mot har en massa kanaler för olja. Jag ämnar limma ihop dem med LocTite Flänstätning. Om de någon gång måste separeras, har jag fräst ett hack där man kan få in en skruvmejsel, en kraftig skruvmejsel.
-

-
Hål och kanaler… Ett av de stora hålen i bild ska proppas. Därför har jag…
-

-
… tillverkat en propp med tillhörande verktyg. Verktyget är tillverkat av ett par pinnar i en sexkant som är skallen från en rostfri skruv.
-

-
Skaftet av nämnda skruv har blivit till en gängad hylsa. Hylsan sitter i det andra hålet i plattan ovan och håller en magnetplugg. Tack vare hylsan slipper man riskera att aluminiumet blir upprymd över tid. Pluggen är konisk.
-

-
Efter lite småjusteringar blev det dags att…
-

-
… borra dräneringshål för oljepumpdrivingens låda…
-

-
… samt stifta för densamma.
-
-
Jag har slipat ett spår för motorsilikonet. Ni vet varför…!
-

-
Drivaxeln har kapats och försetts med en flexibel axelkoppling från MEKANEX.
-

-
Så här blev axlarna.
-

-
Med hjälp av vågbricka kan man hålla fast lagrets ytterring och förhindra glapp.
-

-
Jag skall montera ihop oljereningscyklonen med oljepumpdrivningen. Därför har jag svarvat till en provisorisk styrpinne som passar i såväl grundplattan som …
-

-
… mellanplattan och…
-

-
… oljerenarens mellandel. På så sätt får jag en oljekanal som lirar hela vägen.
-

-
Tack vare att delarna lirar har jag kunnat mäta ut och borra fästhål…
-

-
… för att kunna skruva ihop hela konkarongen.
-

-
För detta tarvas det skruv. Skruvarna är gängade in i hylsor som fungerar som en slags insatsgänga. Detta för att få mer gänga mot aluminiumplattan.
-

-
Oljerenarcyklonens mellanstycke har stiftats mot mellanplattan. Yttre kontur har inte frästs än eftersom jag inte har riktig koll hur det ska se ut. Det ska ju passa mot oljetanken, vattenpumplagringen mm.
-

-
Provmontage på nytt.
-

-
Delarna passar bra.
-

-
Kedjespännare med smörjhål, oljerör, axelkoppling mm.
-

-
Några justeringar har fått göras… Anslutningskonan fick bockas om. Svetsade på ett rör och värmde med gasen.
-

-
Kedjesträckaren har kortats så mycket att övre skruven är helt borta…
-

-
… för att jag svetsade ihop skruv-ok för att hålla fast lådan mot Tråget. En hel del har som synes gjorts, och en hel del återstår. Men… det blir en annan dag.
-

-
2016-03-22 Ett litet provmontage av oljepumpar inklusive låda för kedjedrivning.
-

-
Jodå, det här verkar bli bra – riktigt bra.
-

-
Inne i tråget sitter den flexibla axelkopplingen mellan Huvudaxeln och Oljepump-lådan. Lägg märke till hylsorna i skruvförbandet vars uppgift är att få en längre skruvlängd så att förspänningen på skruven blir bättre. (En skruv skall ju töjas en aning för att sitta fast under alla förhållanden)
-

-
Provmontage även med oljerenarcentrifugen. Här sitter den för långt ut…
-

-
… infästningsplattan ska fräsas av 30mm.
-

-
Test med de lagerhus som ska hålla vattenpumpaxeln. Jag tänkte att det skulle se rustikt och gammalmodigt ut med rejäla axelbockar.
-

-
Men jag kollade även med ett mer diskret alternativ. Jag tyckte dock att det såg för modernt ut.
-

-
En fika med tea och en tuschpenna för att fnula på om jag skulle göra kanaler som det här. Kontentan blev – Nej!
-

-
Sugröret till oljepumparna på tur. Det är trångt, så jag blev tvungen att se hur det kunde bli.
-

-
Anpassning till en oval mindre diameter.
-

-
Och det blev så här.
-

-
En del ytterligare…
-

-
… som fick den att se ut så här.
-

-
Och en vy från andra sidan.
-

-
På plats ser det ut så här. Hur röret ser ut blev viktigt för att kunna montera bort bottendelen på oljerenaren, själva cyklon-tratten, vid service.
-

-
Som ni kan se på den här bilden. Här kan vi också se att fästplattan för oljerenaren är tunnare än på tidigare bilder.
-

-
Och en vy från andra sidan.
-

-
Så här ser det ut med två av plattorna tillsammans.
-

-
Här har jag börjat fräsa yttre kontur på oljerenarplattan.
-

-
För att spara frästid är det bättre att kapa bort bitar från aluminiumplattorna. Normalt sett är detta skitsvårt, men Biltemas Multi-kapskivor funkar alldeles utmärkt till detta. I vanliga fall kletar skivan igen av aluminiumklägg.
-

-
Nu har yttre kontur börjat forma sig på centrifugalrenarhållaren.
-

-
Och så här på plats. En hel del återstår, men nu har jag Påskledigt, så jag ska försöka hinna fixa lite till. Jag återkommer… en annan dag!
-

-
2016-03-26 Är det roligt med uppdateringar,,,? Okey, då visar jag vad som skett de senaste dagarna. Jag tog ut några dagars semester, så jag har kunnat jobba på ostört. Här är det oljerenarcentrifugens mellanstycke som är i focus. Från en ”by pass-ventil” går det en liten kanal till den sidan som står i förbindelse med tank (tråg). Här gängar jag den med M5 för att kunna proppa.
-

-
Ventilsätet borrade jag bort för att gänga R1/2”. Därifrån ska jag dra en ledning via en reglerventil till tank. Jag misstänker nämligen att jag har gott om överkapacitet hos mina högvolym Big Block-pumpar som körs på dubbelt varvtal. Genom att öppna reglerventilen kan jag se när oljetrycket börjar sjunka, och då kan jag skruva in den lagom mycket igen. Är det en skaplig mängd olja i den ledningen, så kan jag dra den genom en oljekylare. Utan den här extraledningen kan det bli en stor mängd olja som går över tryckreduceringsventilerna med värmeutveckling som följd.
-

-
Tvättning i tvättboxen…
-

-
… maskering…
-

-
… och till slut blästring.
-

-
Efter mycket funderande hur jag skulle koppla dräneringen från centrifugen mot tank, gav jag upp. Jag gör en egen istället. Detta arbete började med att metallspackla igen det gamla hålet.
-

-
Så blev det tätt.
-

-
På sidan av mellanstycket började jag att borra…
-

-
…och borra större…
-

-
… för att slutligen gänga R1”.
-

-
En klämringskoppling från Biltema limmades fast med 248…
-

-
…samt spacklades upp så att det med färg förhoppningsvis ser original ut.
-

-
Här fräser jag ett nytt hål för oljan från centrifugen.
-

-
Aluminiumdetaljernas utseende kunde bli målat eller aluminiumnaket. Jag väljer den nakna varianten. Här kör jag bort färgrester och skit med pelarslipens stålborste.
-

-
Efter att ha kört av halva locket, syns kontrasten.
-

-
Detta tror jag kommer att bli riktigt bra. Mellandelen målas vinröd, resten aluminium.
-

-
För att få en rostfri kupolmutter på toppen av locket, som följer stilen på resten av motorn har jag… Svarvat av och gängat originalmuttern med M12 x 1. Borrat upp en M10-mutter och gängat M12 x 1 och limmat ihop klabbet med 648. YES!
-

-
Hållaren till centrifugen på G igen. Här borrar …
-

-
… och gängar jag anslutningen för tryckröret. Rörgäng 1”
-

-
Från den gängade änden blev det sedan ett snett hål in i biten.
-

-
Med de två halvorna isär, så går det att se hur hålen blev.
-

-
”- För mig är mekanik konst också”… Att se skruvar istoppade i perfekt djupa försänkta hål – inte för djupt, inte för grunt – helt perfekt… Det är konst för mig… en fröjd för ögat. Fullständigt irrelevant för motorns funktion, men känslan – känslan. Det är så djäkla snyggt!
-

-
Hålen i halvorna har slipats till för bättre och lättare genomströmning. Dessutom har tätytorna blästrats för att…
-

-
… få ett bättre fäte för LocTite Flänstätning 5188.
-

-
Har jag haft på för tjockt lager? Javisst!
-

-
Här är halvorna monterade, överskottet av klägg borttorkat samt klämkopplingen monterats på plats med gängtätning LocTite 577.
-

-
Det uppstickande ”hornet” på en ena av aluminiumplattorna har blivit avfräst. ”- Va bidde de då – de bidde en tummetott” Jämför med hur jag tänkte på CAD-bilden… den första på Smörjsystem Del 1.
-

-
Så här ”bidde” det…
-

-
… och såhär på plats.
-

-
So far” är jag djäkligt nöjd. Fruktansvärt många timmars arbete, men så har jag…
-

-
… tillverkat en djäkla massa pinnskruv också. Jag bävar för alla pinnskruvar som måste svarvas till trågets luckor. Måste nog få tag på en firma som gör dylika. Är det någon som har kontakter på sån´t så man kan få det gratis? Med en släng över 300 000kr i byggkostnad är numera varje öre mycket värt.
-

-
Med Centrifugen på plats blir det så här. Jag är supernöjd. Nu återstår att se om det kommer att funka också.Det är många parametrar som kan slå undan benen på mig.
-

-
Men, till dags dato – Supernöjd!
-

-
Dags att fixa vattenpumpdrivningen. Volvo original trippel-remskiva får här en avputsning.
-

-
En bit SS2541 (läs tekniksidan punkt 21) ska bli nav i remskivan. Detta för att kunna sätta dit ett Spännelement från ETP.
-

-
Så här blev det.
-

-
Efter sedvanlig limning med LocTite 648 ligger här biten på härdning under en lampa.
-

-
Drivaxeln på gång. Här svarvning av en mindre diameter mellan lagren. Detta för att målningen som ska göras där inte ska bli repig när man byter lager.
-

-
Fräsning av spår för drivningen. Det går ett rör mellan vattenpumpen och den här drivaxeln. Tvärs genom röret sitter det, i var ände, en Ø8mm pinne. Den pinnen driver i spåret jag fräser, samt ett likadant i pumpen.
-

-
Axeln klar!
-

-
Jag har funderat som tusan på hur infästningen av lagerhusen ska se ut. Hur tänkte gubbarna 1934…
-

-
Nu har jag en plan som jag hoppas håller. Hur jag har tänkt det.. Ja, det får ni se… en annan dag!
-

-
2016-04-03 Planen ser ut enligt följande… Jag har permanentlimmat fast en bussning i ett remhjul (original B20) med 648, samt svarvat av och ur det.
-

-
Per på Mykå har slipat hålet till tolerans H7 för att jag ska kunna fästa hjulet mot axeln med ett ETP-classic spännelement.
-

-
För att få ett smäckrare utseende, så har jag kapat bort lagerhusens fästöron…
-

-
… stålspacklat ett hack i gjutningen…
-

-
… samt gängat nya fästhål.
-

-
Det finns redan lagerhus att köpa som ser ut ungefär så här, men med ett annat c-c mått. Lagren är standard, kallas Y-lager så kommande generationer behöver bara byta själva lagret.
-

-
Alla kan vi göra fel, så även jag. Så ett mätfel…
-

-
…resulterade i att jag fick plana av huset något. Men sen…
-

-
… blev det perfekt.
-

-
Följande bildserie visar hur jag tillverkar fästet för lagerhusen. Jag hoppas det kan vara en inspiration att gå ut i snickarboden och skapa något. Jag började med en kopp tea, och en gammal rostig balkstump.
-

-
Min gamla 260 kronors Biltema vinkelslip…
-

-
… och grundformen kom fram.
-

-
Genom att kapa en slits i hörnet, kunde jag bocka ut ena gaveln. Slitsen svetsades igen.
-

-
Två ytterligare bitar kapades…
-

-
… och hela villebitten riggades upp för svetsning.
-

-
Andra sidans svetsning…
-

-
… som sagt, svetsning. Har ni lagt märke till att jag alltid riggar med distanser och tvingar. Då blir måtten alltid rätt.
-

-
Jag har en liten ask med sparade hålmarkörer. Alltså skruvar som är svarvade så de har en liten spets. Jag gängar in en dylik i ett hål så långt jag klarar med fingertopparna, lägger plåtbiten över, klappar till med en klubba… och så vips… har jag ett körnslag exakt mitt i hålet.
-

-
Efter borrning av alla hål blev det dags att kapa yttre kontur, alltså den slutgiltiga formen.
-

-
Med lite slipning så blev det så här.
-

-
Några förstyvningsvinklar svetsades också fast för att staga upp lite mer. Dags att kolla och sedan…
-

-
… upp i fräsmaskinen för att plana lagerläget…
-

-
… samt baksidan, alltså ytan mot Blocket.
-

-
Konsolen blästrades och spacklades sedan med Biltema…
-

-
… metallspackel för att få ett gjutet utseende.
-

-
Jag är supernöjd. Det blev som jag tänkte.
-

-
På plats blev det så här…
-

-
… och så här.
-

-
Hos Malm Motor, (där man kan köpa den SUPERKVALITATIVA motorfärgen POR 15) har jag fått tag på en perfekt färg att måla inne i tråget med. Kolla upp den här på nätet så ska ni få se på en SUPERBRA grej. Som ni vet (eftersom ni läst punkt 30 på Tekniksidan) så är inte järnoxid (rost) bra inne i en motor. Den här färgen förhindrar det. KÖP!!! Alltså…
-

-
… blev det till att plocka ihop en låda grejor och fara till Kils Blästrings och Målningsservice. Som alltid blev det ett perfekt resultat.
-

-
Avluftningstanken innan målning…
-

-
… och efter. Färgen kan om man vill härdas i ugn. Den är svår att måla snyggt med. Ytan torkar så snabbt, så man kan inte eftersläta. Rinner det, så rinner det, Försöker man fixa till det så blir det bara fulare.
-

-
Jag hade små svettande porer i det här röret, så jag blandade färg med thinner, hällde i och vevade runt. Ett kladdigt äventyr på min ära.
-

-
Jag har ocså fixat ett remhjul till servopumpen (jag troligen inte kommer att använda… Upptäckte det idag.) Här en trissa från en Toyota Tersel samt ett rundjärn.
*Not: Den här och följande tre bilder skulle egentligen vara i Chassi & Kaross, men det är så knöligt att flytta dem.
-

-
Lite svets och blästring…
-

-
…lite svarvning och brotchning som fick spännelementet att trivas…
-

-
… och så här på pumpen. Jag vet som sagt inte om jag kan bruka denna pump. Det får vi veta… en annan dag.
-

-
2016-04-09 Att vara singel är både för och nackdelar. Att kunna bränna Glyptal-lackade prylar i ugnen utan att få skäll är en fördel.
-

-
Det finns olika sätt att baka. Det här är min sorts kaka.
-

-
Fan, va jagär nöjd med Glyptal-färgen. Men den är attans svår att måla med. Funderar på om jag ska spruta den i Tråget. (väntar mejl från Glyptal om goda råd) Ringen i bild är slutmonterad med flänstätning 5188.
-

-
Här är det målning med POR-15 som gäller.
-

-
Fler detaljer som målats. Men på tapeten står att försöka komma på hur oljetanken ska se ut. Mer om detta – en annan dag.
-

-
2016-05-22 Det blev en lång kringelikrok för att kunna komma till läget att den separata oljetanken ska byggas. Väl där, visar det sig att det är väldigt – väldigt – väldigt trångt för att få dit alla prylar. Många timmar och teakoppar har gått åt. Efter att ha lånat min 80 årige granne Holgers uppmärksamhet, så jag fick babbla ur mig, började det klarna. Tanken måste sitta nära tryckoljepumparna för att klara motorns lutning i branta backar. Men, nära oljepumparna går vattenröret mellan kylare och vattenpump. Sålunda…
-

-
… blev det dags för pappslöjd igen.
-

-
Jag sparar på allt större än ett myggskinn, så Corn Flakes-förpackningar kom väl till pass.
-

-
Silvertejp, häftklammer, magneter och tålamod.
-

-
Funderade ni på kylvattenröret?… Jo, jag drar det rätt igenom tanken. Därav detta mystiska urtag.
-

-
Genom att sprätta isär pappmodellen kunde jag få en adekvat plåtutbredning…
-

-
… vilken i sin tur medförde att det blev så få svetsskarvar som möjligt.
-

-
Här en bit på väg.
-

-
Och här punktar jag upp den. Som jag sagt tidigare… Jag låser så mycket jag kan med stödbitar och tvingar. Det ökar chansen att det blir som man tänkt sig.
-

-
Ett avgasrör från Biltema, det som går över bakaxeln, fick bli utgångsmateriel för kylvattenröret genom tanken.
-

-
Röret från avluftningstanken på andra sidan motorn, mynnar ut väl nära trågens sida.
-

-
Därför har jag tillverkat en bit där hålen på respektive sida sitter excentriskt.
-

-
Och tack vare att biten är tjock, har jag kunnat gänga bottenhål som det inte läcker igenom. Flänsen i bild ligger där bara som illustration.
-

-
Här börjar embryot visa sig.
-

-
Fästen. Det ena synligt, det andra skymtar.
-

-
Ännu ett fäste på väg ur ett gammalt profilrör.
-

-
Kylvattenröret genom tanken klar för svetsning.
-

-
Täthetsprovning. Det som ser ut som en skugga är en vattennivå.
-

-
Så här blev det alltså urgöpt i tanken för anslutning av kylvattenröret mellan kylaren och pumpen. Här ska sitta en kort slangbit.
-

-
Nu går det att anta hur tanken kommer att se ut. På flatsidan ska skruvas den välvda tankgaveln, lika den som sitter på andra sidan motorn, vid avluftningscyklonen. Men det blir en annan dag.
-

-
Anderssons rör har fixat några rörbockar till oljetryckrören. Men det blir som sagts tidigare…. En annan dag!
-

-
2016-06-05 Under tiden jag svetsat på tanken har jag haft en plan sida – framsidan av lätt punktad 6mm plåt. Mot den ska det senare skruvas en ytterkåpa, motsvarande den som avluftningstanken är uppbyggd av. (Se Bildgalleri/Smörjsystem-1, Bild 104) Mer om den senare. Här börjar jag nu fundera på att tillverka en botten.
-

-
Alltså, fram med mer Corn Flakes-papp.
-

-
På bottnen ska det sitta en fläns för sugröret till oljepumparna.
-

-
Förutom de stora flänsanslutningarna för retur- och tryckolja, ska det finnas anslutningar för: avluftningsslang, överströmningsledning från tryckpumparna/centrifugen, sugledning till förtryckspumpen, termometer och oljeståndsglas. Förutom detta ska det in en returledning från centrifugen, men den blir det sista som svetsas in.
-

-
Ett antal gängade muffar har fått tillverkats. (alla är inte med i bild)
-

-
Muffarnas gängor rensas efter svetsning.
-

-
Den här järnbiten har svetsats in i tanken för att kunna fästa en mellanvägg. Jag tänker dela av så att oljan blir tvingad att röra sig så lång väg som möjligt i tanken. Detta bla för att hinna avlufta oljan så mycket som möjligt.
-

-
Här blir det en fösta läcktest med ett par kannor varmvatten. Jodå, det gick bra!
-

-
6mm-plåten jag nämnde ovan, förses här med så stora hål att det i princip bara blir en ram kvar. Detta började med…
-

-
… att hålsåga. Det är samma såg som jag pratat om tidigare när jag mekade med Tråget, men då felaktigt sagt att jag köpt den på Swedol. Nej, det var faktiskt på JULA för 169 spänn.
-

-
Som jag skrev: …den mest urdjävliga super-kvalitetsprodukt jag stött på i hela mitt långa mekarliv… Efter att ha sågat 124mm djupt (64mm + 60mm ) i 355-plåt syns det inte ens det minsta märke på någon av tänderna. Fantastiskt! Sandvik/Bahco
-

-
Efter att ha blästrat invändigt blev det dags att montera ramen.
-

-
Här gör jag ett stort misstag. Jag brukar vara ganska hyffsad på bedömningssport inom mekaniken, men här bevisas undantaget. Jag gjorde antagandet att tanken skulle krympa så mycket efter svetsningen att jag förböjde ramen 2x 2mm. I vanliga fall brukar jag bränna på med MIG/MAG-svetsen eftersom min TIG brukar krångla så mycket. Men här tog jag TIGen och vällde ihop 1,2mm plåten mot 6mm ramen. Den lilla värmen detta åstadkom gjorde inte att tanken krympte, utan nu har jag en böjd ram jag ska spänna ytterkåpan mot. Faaan också! Djävla klantarsel!
-

-
När jag tillverkade Avluftningstanken passade jag på att böja och fräsa de Klämramar som håller ihop hela klabbet. (Se Smörjsystem1, bild 98 m fl) Här borrar jag de 30st hål som ska gängas M5.
Nej, nu måste jag jobba! Har en vedhög och ett gäng rabatter, så vi hörs en annan dag!
-

-
2016-06-17 Jag har alltså borrat 30st Ø4,2mm i Klämramen. Placerat Klämramen på Tanken och borrat 30st Ø4,2mm hål. Borrat upp ramen 30st Ø5,5mm. Gradat baksidan 30st, Försänkt 30st 1,2mm på framsidan för att fälla in den rostfria brickan. Gradat i försänkningen 30st. Gängat hålen i tanken M5 30st. Inte konstigt att det tar tid!
-

-
Jag tycker det ser så arbetat och proffsigt ut när man försänker ner brickorna så ytan blir slät.
-

-
Det är en obehagligt smal kant jag ska få tät. Fördelen är att tanken är helt trycklös.
-

-
Så blev det dags att tillverka ett tanklock. En bit ämnesrör och en bit mässing blir utgångsmaterial.
-

-
Det är inte konstigt att det tar tid… när inget går att köpa färdigt.
-

-
Här fräser jag ”fingergreppet” i mässinglocket…
-

-
… och här invändig svarvning…
-

-
… för att sedan göra ett gängfrispår i botten. Där kan jag senare pilla ner en plan gummipackning.
-

-
Här svarvar jag fram gängan. Det har blivit en egen specialgänga… M65 x 3.
-

-
Tidigare hade jag även gängat stosen, men då glömde jag fota. Här kollar jag passningen…
-

-
… och det blev perfekt.
-

-
Jag är ganska nöjd…
-

-
… Vad tycker ni?
-

-
Som jag skrev i Tankar & Funderingar en gång… om att locka fram det fina ut något. Tankevärt.
-

-
Nåväl, dags att jobba igen. Här grovurkapning av stosen…
-

-
… för att sedan slipa in den mot tankens form.
-

-
Ett hål togs upp i tanken, och …
-

-
… stosen svetsades på plats.
-

-
Jag vet inte hur många gånger jag talat mig varm för dessa verktyg. Suuupereffektiva. Ev luftslip från Biltema (under 200 spänn) och en proffsig hårdmetallfil.
-

-
Blästring av tanken.
-

-
Problematiken med vattenröret där tanken skulle sitta löste sig alltså bra. Nu, återstår en rörbit. Den som för den renade oljan från Oljerenarcentrifigen till tank.
-

-
Jag ska dela av tanken med plåtar så att oljan får röra sig en lång sträcka i tanken. Detta för att hinna avlufta den så mycket som möjligt. Sålunda vill jag få centrifugrenarens restolja att hamna i rätt kammare.
-

-
Därför blev det att svetsa ett specialrör…
-

-
… som blev så här.
-

-
Ahh, jag blir så nöjd. Skaparglädjen är den sanna glädjen.
-

-
Tillverkning av mellanväggar…
-

-
… samt infästning av desamma. Kommer ni ihåg vad som ligger i plastasken? Det är spetsiga skruvar, som jag fäster i gängade hål, lägger plåten över, klappar till med hammaren och så får jag ett körnslag exakt mitt i det gängade hålet.
-

-
Tja, inte så pjåkigt.
-

-
Sisådär ja! Återstår en del… Blästring (igen) målning invändigt, spackling, målning en del utvändigt, ihopskruvning met tätningsmedel, färdigmålning utvändigt samt gängning av div anslutningar. Men, va fan! Dä blir en annen da!
-

-
2016-06-24 Jag har – egentligen mot min vilja – svetsat en extra skarvfläns på kylvattenröret. Ett extra ställe det kan läcka på, men det blir enklare om det visar sig att röret måste ändras i framtiden när bilen byggs. (Ska den här bilden ligga i Smörjsystem/Oljetank eller Kylsystem… Ja-ja, ni fattar…)
-

-
Här ligger det M5 skruvar, 12.9 kvalité, som jag blästrat…
-

-
… och limmat fast i tanken med LocTite 648.
-

-
Ett bestående minne från motorbygget kommer att vara tillverkning av skruv, kapning med kapskiva och filning – filning – filning.
-

-
Det är en läskigt smal kan som är tätningsyta, men jag räknar med att det skall funka för: 1) Jag har ingen packning, samt 2) Jag permanentlimmar med LocTite 5188 Flänstätning, samt 3) Det är inget tryck i tanken.
-

-
Här har jag börjat med spackling. Jag är sugen på att måla nu, men före det ska jag få till ett oljetrycksrör, samt en bit sugrör som ska svetsas mot den sugrörsbit jag gjorde i vintras. (alltså från tank till oljepumpar) Se bild 192 och några framåt. Till detta ska tillverkas en sugsil. Så mer om detta en annan dag…
-

-
2016-07-05 För att fixa till diverse ”grövre” rör har jag plockat fram böjfixturen jag gjorde i fjol.
-

-
Här är det ett 28mm rör från tryckoljepumparna som fixats till med lite konstiga böjradier…
-

-
… detta för att passa in bättre i konstruktionen. Det är trångt.
-

-
För att inte riskera sprickor eller rörbrott har jag fixat ett extra fäste. Detta började med…
-

-
… ett gräv i skrotlådan, fortsatte med borrning…
-

-
… slipning… mer borrning…
-

-
… gängning, kapning, mer slipning, samt…
-

-
… blästring. Lägg märke till att fästet är ”boat-tail” * (* boat-tail = en vanlig karossform i fordom tid)
-

-
Corn Flakes- papp hjälpte till att fixa fästplåtar…
-

-
… och här är fästet där det ska sitta.
-

-
Just nu (eller kanske som alltid) hoppar det mellan en massa olika saker. Här är..(vad ska vi kalla den)… påfyllningstratten för motorolja i Tråget. När oljan byts i motorn, måste man hälla i en skvätt i Tråget så att Returpumparna inte går torrt till en början. Påfyllningen sker via denna grunka som sitter i fördelarhålet i block 2. Längst ner sitter ett glidlager för att hålla i kuggdrevet i axiell riktning, längst upp ett mässinglock. Under Tråget ett rörsystem som fördelar skvätten mellan de olika Trågfacken.
-

-
Here we go again! En järnklöns (SS2140) från Bröderna Perssons Mek Eft. Blir utgångsmaterial. Först ett genomgående hål.
-

-
Invändig kontur klar.
-

-
Långsamt börjar det ta form.
-

-
Man börjar ana..
-

-
Fästhål fräses i delningsdockan något ovala för att lättare få in skruvarna.
-

-
Pappmall för den kontur mot motorblocket som skall kapas av.
-

-
Och så här blev det med hela konturen fixad. Ser ni spåret närmast styrringen… Den är till för motorsilikonet. Som sagts tidigare ang silikonet. Det töjer sig mer än 300%. Men 300% av noll är noll. Så det måste vara ett spår för att få upp tjockleken. Jag kör utan packning, så framtidens montörer inte får problem med axialspelet i lagret.
-

-
Jag fick fila bort 3 hundradelar för att få in styrkanten i blocket. Det är märkligt att ett par hundradels millimeter gör att det inte går att få ihop grejor utan våld. Vi pratar alltså om ett halvt hårstrå i diameter, Jag har stor respekt för filar och filningens ädla konst. Detta är i det moderna samhället alldeles för underskattat. Det finns speciella enkelhuggna svarvfilar med brantare vinkel på huggningen som är perfekta att fila bort hundradelar med när man gör lagerpassning. (Pillar ni sånt här, köp en sån fil..)
-

-
Det är alltså därför jag inte har en massa skit ståendes på svarven utan har gjort ett filställ med olika typer av filar beroende på vad som skall filas. På min verktygstavla har jag ett helt gäng filar för olika uppgifter. Allt som oftast när jag varit på olika montageuppdrag och frågat efter en fil, så har det endera inte funnits någon, eller också ligger det en slö utan handtag i botten av någon låda.
-

-
Efter blästring blev den så här.
-

-
Here we go again! En axelbit (SS1672) från Bröderna Perssons Mek Eft…
-

-
…svarvningen en bit på väg…
-

-
… gängningen likaså…
-

-
… och test att gängan passar.
-

-
Dags att limma fast lagerbussningen. Den funkar alltså som axiallagring för att fördelar-/oljepumpdrevet inte ska kunna lyfta sig. Jag använder LocTite med fördröjare. (Läs Tekniksidan Punkt 1)
-

-
Här har jag borrat och slitsat lite. Detta för att få in en eller annan droppe olja inne i bussningen. Då gör den störst nytta på sin väg ut i lagringsytan.
-

-
Under tiden Loctiten härdar, börjar jag med axiallagringen för det tomma fördelarhålet i Block 1, alltså Cyl 1-4.
-

-
Här en bit på väg.
-

-
Ytterligare en bit på väg.
-

-
Renkapad yttre kontur.
-

-
Limmat bussning och längdsvarvat den för adekvat lagerspel. Jag har ingen aaning om vilket axialspel som är rekomenderat för fördelar-/oljepumpdrevet. Mitt spel ligger ca 0,15 – 0,20mm. Om någon vet, så vill jag gärna att ni hör av er.
-

-
Smörjspår även här.
-

-
Och så här blev det med grejorna på plats… Men…
-

-
… Helvetes djävlar! Jag glömde att det går tändkablar här. De kommer att hamna i övre innerkant av mässinglocket. Hur faan kan jag vara så djävla bäng att jag glömde det! Faan också! Gubbjävel!! . Jaja… det blir väl till att linda om en bit av kabelhärvan när jag får dit den. Se och bedöm själva… Tändsystem, sista bilden. Nej, nu ska jag snickra ett nytt räcke till verandan, så vi ses…en annan dag! PS. Glöm inte att skriva en hälsning i Gästboken. DS
-

-
2016-07-10 I bild syns oljetanken och den elektriska förtryckspumpen. Från pumpen går ett rör som är instoppat i tanken (utan koppling).
-

-
Jag var inte hundra procent säker på att pumpen klarar att suga luft/olja från en lägre nivå. Därför gjorde jag…
-

-
… ett test med tunn hydraulolja och en pump som jag körde med en borrmaskin. Det var inga som helst problem. Pumpen tvekade inte ett uns, utan sprutade hydraulolja så det stod härliga till.
-

-
Så därför kunde jag dra fast röret med dess koppling. Nu till räcket på verandan som pockar på min uppmärksamhet, så… mer grejs en annan dag!
-

-
2016-07-23 En plåt från något gammalt avloppspumphus i Munkforstrakten senare halvan av 1970-talet. Som jag alltid har sagt: ”- Allt större än ett myggskinn är värt att spara på”
-

-
Vad ska detta nu bli då…?
-

-
Jo, en sugsil i matartanken. Alltså där smörjoljan förvaras innan den far in i tryckpumparna.
-

-
Här ser vi ändlocket…
-

-
… och dess infästning.
-

-
Arean på de små hålen är 8 gånger större än sughålet för pumparna, så det torde fungera. Man vill ju inte ha kavitation. ”- Öp-öp-öp-öp! Vad var kavitation nu igen? Kan ni förklara det? Tänkte väl… Dags att repetera TEKNIKSIDAN Punkt 23” Förhör när vi ses!! Underkända får inte höra motorn gå.
-

-
Så här blir det med silen på plats. I bild saknas de plåtar som gör att oljan går som i en labyrint.
-

-
Jag har försökt räkna vilket flöde smörjoljan kommer att ha genom motorn. Såg ni att jag skrev ”försökt”… I dessa beräkningar har jag tagit hänsyn till lagerdiameter, lagerbredd, antaget lagerspel, hydrodynamiskt motstånd samt antal lager. ”- Gick åt helvete!” för att citera Brasse Brännström. Det är för svårt. En liten förändring av någon parameter, förändrar svaret radikalt. Eftersom jag kör mina dubbla högvolym Chrysler Big Block-pumpar med dubbla varvtalet, så skulle det kunna vara så att min tillhandahållna oljevolym räcker och blir över… Men. Som sagt: Ingen aaaning! I händelse att pumparna är alldeles för effektiva, och jag då inte vill spola bort överskottet via överströmningsventiler (då blir oljan varm) så tänkte jag fixa en överströmningsledning. Den går mellan tryckutgången på Oljerenarcentrifugen via en strypventil och direkt till Tank. Detta börjar med ett fäste…
-

-
… som här är en bit på väg. Fyra timmars jobb för detta oansenliga.
-

-
Efter svetsning ser det ut så här.
-

-
Trist att jag inte visste när jag metallspacklade…
-

-
… att fästet inte var klart.
-

-
Så här blev röret bockat och blästrat. Jag skulle ju kunnat sätta på en provisorisk slang under uppstarten, men jag vill inte ha en massa löst skit hängandes. Om det visar sig att pumpvolymen är för hög, så skulle jag kunna koppla en oljekylare på den här ledningen. Knipsa och bocka om, lätt som en pannkaka”
-

-
Och här ser ni strypventilen. Ännu en grej jag kan bocka av.
-

-
Det börjar på att bli lite komplext, och ännu är det inte klart. Nu är det så att vem som helst kan inte komma och säga vad som är vad. Som sagt, mer kommer… men det blir … en annan dag.
-

-
2016-08-05 Jag har fått tag på en ”riktig” termometer från ett företag som heter Regal. Det stod ”mässing” i katalogen, och visst är det mässingfärg – Tyvärr! Men felet är mitt, de hade skrivit att dykröret är av mässing. Snygg termometer dock. Eller det kanske ska heta ”thermometer”
-

-
Mitt klantiga misstag att glömma tändkblarna när jag tillverkade locket för oljepåfyllning i tråget har löst sig. En enkel fasning med tillhörande polering…
-

-
… gjorde att locket nu kan plockas bort utan problem. Fasen vänder inåt mot blocket så den tänker man inte på. Den plastiga korven är alltså tändkablarna inlindade med GladPac.
-

-
”Here we go again” En bit fyrkantjärn…
-
-
… svetsat i en bit rundstång för att slippa byta till fyrbackchuck. Svarvad excentriskt…
-

-
… och gängad R½” samt M18x1,5.
-

-
Denna järnbit ska svetsas i sugröret mellan tank och tryckoljepumparna. I den gängas en kran för avtappning av olja, samt en magnetpropp.
-

-
Här är de sista bitarna till sugröret.
-

-
Och så här när det är klart. Sugröret består egentligen av två rörbitar, beroende på att just den här biten ska kunna plockas lös vid rengöring av sugsilen.
-

-
Och så här blev det på plats under oljetanken.
-

-
Som jag brukar säga… ”Here we go again”. Två rostfria bitar. En plåtbit av något mystiskt lufthärdande stål jag sparat på vinden, och en axebit från skrotlådan från ett företag jag var på i slutet av 80-talet. Då utvecklade vi en ”besticksorterare” alltså knivar, gafflar och skedar. Hur som helst…
-

-
… efter svetsning följde svarvning.
-

-
Därefter skulle denna pinne passas in i oljetankens påfyllningslock. Det är alltså oljenivåstickan jag håller på med. Hade jag från början vetat att jag skulle ha en nivåpinne där, kunde jag svarvat en lämplig styrning direkt i mässinglocket. Nu tog jag istället ett gammalt nav till fläkten på en Volvo 240 som legat i materialhyllan sen 2005, och svarvade en centreringsbit. Små borrar fungerar som körnare.
-

-
Svårt att se, men på baksidan finns en liten krysslettring. Det är den optimala oljenivån. Vid högre nivå är oljan över tankens mellanvägg, och rör sig alltså inte den långa labyrintvägen, som gör att den avluftas som mest. Under den nivån…
-

-
… börjar tryckpumparna få lyfta oljan ur tanken. Det är inte kritiskt, men som sagt ” den optimala oljenivån”.
-

-
Den höga nivån i tanken kommer att innebära att det blir en rejäl skvätt som ska fyllas på vid varje byte. Hur stor den blir, det får vi veta ”en annan dag…”
-

-
2016-08-14 Här grejar jag med en avslutning av smörjstammen. Decimerad tillgång av mässing tarvade att jag silverlödde lite.
-

-
Avsikten med denna mässinggrej är att fästa tryckröret som ska in till oljetrycksmätaren på instrumentpanelen. Men motorn rör sig så måste jag ha en slangbit först. Eftersom jag inte vet om jag ska gänga med R1/8” eller NPT 1/8” så får jag vänta. De har nämligen 27 resp 28 gängor per tum.
-

-
Så här blir det på plats. Jag har bara en 2mp-kamera i min stenålderstelefon. Jag tappade den jag brukat tidigare i asfalten, så jag fick ta fram min sparade extratelefon. Den är också en klassisk 10 år gammal, exakt likadan. På några av bilderna här så missade jag att dra bort skyddsplasten över kameragluggen. Det ska bli mer smörjsystem, men det blir en annan dag.
-

-
2016-08-28 Termometern, som var lackad med guldfärg har nu fått ett annat utseende.
-

-
Genom att bästa Skövde Gravyr fixat mig en skylt, har jag blästrat bort guldfärgen och ämnar lacka termometern i motorns vinröda färg istället. Men målning… dé blir en annan dag, dé…
-

-
2016-09-09 Dags att börja knyta ihop säcken kring oljematningen. Oljan kommer alltså i det långa, okapade röret som sticker fram under tanken. Sedermera ska den kopplas på i hålet uppe till vänster. Men hur…? Ett antal rörkopplingar… en aluminiumklöns… och en önskan att det inte ska vara rördragning som i ett pannrum. Hur… hmmm…?
-

-
Här har jag bytt ut det tidigare monterade Ø22mm T-röret mot ett dito Ø28. På så sätt sänker jag oljans strömningshastighet, vilket alltid är bra när det är en massa böjar och skit i vägen.
-

-
Av det här ska jag alltså försöka få ihop något snyggt… Jo, kanske…! Jag har en idé!
PS. Ser ni alla gamla ritningar på kartongen… Vid pennan är fästet till kylvätskefiltret. DS
-

-
Istället för att bara dra ihop skiten som rörnisse skulle gjort, tillverkar jag några pryttlar.
-

-
Detta började med en axelbit…
-

-
… som fick en slagen gänga (gängad med svarven) G1” (rörgäng 1”, förr betecknad R) som passade mot…
-

-
… den här böjen, och som kom att se ut …
-

-
… så här. Den cylindriska delen är Ø28 och passar alltså i en klämringskoppling. Defacto är att jag tillverkat 2st (typ lika) sådana här gängade pryttlar.
-

-
Sen behövde jag en specialkoppling.
-

-
Silverlod och gasbrännarn…
-

-
… löste detta. Blästern tog bort all oxid…
-

-
… och svarven tog bort en oönskad sexkant.
-

-
Oönskade sexkanter har jag även svarvat bort från ett antal detaljer.
-

-
I manualen har jag skrivit en harang om vilka kopplingar som ska lossas och vilka inte vid backventilerna. Genom att svarva bort ett antal sexkanter, så blir svaret solklart. Allt för att underlätta för framtidens mekare. I bild syns också att jag fräst ny sexkant i änden på backventilerna.
-

-
Detta har jag gjort för att kunna fixa nycklar till bilens verktygslåda. Om man på långtur tycker att det vore en bra idé att byta backventilernas o-ringar, så vill jag att det följer lämpliga verktyg. Av 70-kronors Biltemanycklar ska jag fixa till det.
-

-
Men, några av sexkanterna var N36, och backventilerna N37. Jag fräste alltså ner dem till nyckelvidd 36.
-

-
Here we go again… En Ø40mm axel…
-

-
… fick en R1” gänga slagen, borrades och brotschades till Ø24, en Ø28 ansats i andra änden…
-

-
… så den kom att se ut så här.
-

-
Återigen är det en bit som talar till mig och säger att det finns något mer 30-talskt att hämta. Så upp i svarven igen.
-

-
Resultatet blev så här…
-

-
Förr fanns det tid och yrkesstolthet. Till exempel en maskin jag såg på en ammunitionsfabrik jag besökte en gång. Maskinen var från 30-talet, och hade just radieansatser som den här. Snyggt, eller hur…
-

-
Dags att limma. För permanentlimning av gängor som ska vara täta… LocTite 648 såklart! Köp den!
-

-
Så här blev resultatet. En del av grejorna ska vara mässing, andra blir målade vinrött.
-

-
Och så här på plats. Nu saknas ett anslutningsblock i nederänden. Detta började med…
-

-
…ett borrat…
-

-
… och sönderkapat T-rör…
-

-
… som blev så här.
-

-
Ett bockat rör…
-

-
… och lite slipning. Ni har förstås förstått att jag ska fixa ihop de här detaljerna. Jag skulle kunnat koppla klämringskopplingar, men…
-

-
… i min strävan att få bort en del rörmokeri så blir det silverlod. Jag tänker mig att på 30-talet så skulle de ha hårdlött bitarna.
-

-
T-rörsstycket är alltså bara en förstärkning.
-

-
Så här blev det på plats. Nu saknas en ventil. Röret? … Jo, det är för smörjning av kedjorna.
-

-
För att få bort så mycket rörmokeri… Ja, ni fattar! … så försänkte jag anslutningarna i ventilen kraftigt…
-

-
… limmade anslutningarna med… Vadå? Jo, LocTite 648… för att få permanent montage med täta gängor.
-

-
Sedan, upp med ventilhuset i svarven och kasa bort sexkanterna.
-

-
Dessutom kapade jag bort gängan för muttern som håller ratten. Den senare ska alltså inte sitta på plats, utan ligga i verktygslådan. Genom att dra till glandmuttern hårt, så ändrar sig inte inställningen annat än när jag själv lägger på ratten och justerar. Hela ventilen ska sedermera poleras.
-

-
Åter till stora klönsen… En snabb skiss på ett papper…
-

-
… en teakopp och lite funderingar…
-

-
… så är jag igång. Här ska det borras.Först klent, och ett par storlekar senare…
-

-
… med en grov. Många urspåningar blir det på 2dm borrdjup.
-

-
Efter borrning… gängning. Här rörgäng entum, alltså G1”
-

-
Nu ska ni få se något coolt. I alla fall för er som tidigare försökt kapa i aluminium med kapskiva.
-

-
89 sekunder tog det, alltså 1,5minuter…
-

-
… i ett snitt som är 60 x 130mm. WoW! Med Biltema vinkelslip och kapskiva. ”Feltema” Bahh..!
-

-
Upp i fräsmaskinen för yttre kontur.
-

-
Här är det första tvärhålet, det för ”olja in”
-

-
Så här brukar jag göra när jag ska gänga rakt. I samma uppspänning som hålet borrats sätter jag gängtappen i detsamma. Med något spetsigt verktyg i chucken, i det här fallet blev det en försänkare riktar jag upp gängtappen. Genom att hänga på lite skrot på matningshandtaget, så att tryckkraften blir ”lite lagom” gängar jag tappen för hand. Till mina största tappar har jag inget svängjärn, så det blir 2 skiftnycklar. De är i kortaste laget, så svetten droppar i pannan innan gängan är klar.
-

-
Faan och hans moster…! Jag har mätt fel, eller tänkt fel eller nå´t. Hur som helst ligger jag ca 10mm för lågt med ena anslutningsröret. Så det blev till att fräsa det påbörjade hålet excentriskt…
-

-
Samt gnaga av den fina dekorationen jag gjorde tidigare. I den delen som jag spänner i har jag stoppat in ett borr, så jag kan dra till chucken ordentligt. I änden sitter dubben mest för syns skull. Hur som helst så …
-

-
… kunde jag sticka bort 7mm, så tillsammans med det 5mm ”off centrum” placerade hålet skapade jag 2mm extra marginal.
-

-
Röret som går in i ”klönsen” lutar lite för att jag ska få ur all olja vid oljebyte. Detta innebar att jag fick knäcka det vågrätt där det ska gå in i kopplingen.
-

-
Första provmontage. Nu blev det bättre.
-

-
Men det ska även gängas för kedjesmörjningsröret samt en magnetplugg.
-

-
Typ… så här…
-

-
… och så här.
-

-
En del återstår. Bland annat ett fäste, yttre design samt en sexkantpropp i mässing. Men det blir… en annan dag.
-

-
2016-09-16 Att ha ett extra uttag fört framtida tester och mekande är alltid bra, och eftersom det fanns en ledig yta så… Här blir ett extra G 3/4” hål för en mässingpropp.
-

-
Många hål blir det… ”-Tänkte inte på de´…”
-

-
Dags att börja snygga till utsidan… Detta startar i fräsmaskinen…
-

-
… för att sedan övergå till slipskåpet.
-

-
Många drag med flappskiva, både med Ø180mm och Ø125mm.
-

-
Att designa så att det ska se ut som att det är gjort i fabrik på 30-talet och inte i något garage är supersvårt tycker jag. Men jag gör så gott jag kan.
-

-
Så här blev den i alla fall när den sitter på plats.
-

-
Men det behövs ett fäste också…
-

-
… vilket är lite knöligt eftersom det svänger i två ledder. Både uppåt och åt sidan. Dessutom vill jag ha det kilformat. Bilden är alltså tagen så man ser undersidan av Tråget, en del av Stativet samt längst bort aluminiumblockets undersida.
-

-
Pappmall mot aluminiumblocket…
-

-
… fick en plåtbit att se ut så här.
-

-
För den av er som någon gång svetsat trappor, vet hur lätt det är att blanda ihop referensen när man mäter vinklar. 90° och 45° är ju inga problem, men om man tar 50° då blir det svårare. Det är ju 50° från ena hållet men bara 40° från det andra. Djäkligt lätt att tänka fel.
-

-
Pappmall hjälper då. Själv brukade jag det för sent och återigen fick slänga en bit i skrotlådan. Man blir så vilsen i roten efter att ha tittat på detaljen ”upp å ner”. Hur som helst… Här är den svetsad…
-

-
… här är det slipning på gång. Som jag sagt sååå många gånger. Detta är några av mina favoritverktyg. Biltema axialslipmaskin, en proffsig rasp och en pinne med supermagnet (hemmagjord) att plocka ev spån ur ögat med. Här har magneten fått passera botten av slipskåpet, det är därför den ser ut som en liten borste.
-

-
Planing av infästningsytan efter att materialet slagit sig efter svetsning.
-

-
Efter blästring och lite metallspackel…
-

-
…blev resultatet så här…
-

-
… och så här. Jag blev supernöjd, men det tog en hel lördag ända in till midnatt. (var tv;n bra?)
-

-
På plats. Japp!
-

-
Här… tillverkning av mässingpropp
-

-
På grund av mässingbrist och att jag inte vill ha gängfrispår, tog jag en propp avsedd för hydraulik, svarvade av skallen och limmar ihop med mässingdelen. Grejen uppe till vänster är en obearbetad propp. De andra två delarna skall strax blästras för att sedan…
-

-
… limmas ihop med LocTite 648. Har ni köpt någon sådan än…? Gör det.
Om ni undrar över tvingen…? Jag stängde in en massa luft när jag pressade ihop detaljerna och ville inte riskera att de gled isär innan LocTiten haft möjlighet att hugga, alltså börjat stelna.
-

-
Här fräser jag en 8-kant. Det är mer opraktiskt men blir snyggare än en 6-kant, speciellt på lite större grejor. (större… allt är relativt)
-

-
Hur som helst, så blev det så här efter en stunds polering.
-

-
Den lilla proppen i extrahålet får här en liten mässingring. Met det får jag 3 fördelar… Snyggare, lättare att få tätt och lättare att putsa mässingen på plats utan att skava så mycket på den vinröda lacken. Ringen är limmad med LocTite 648, såklart.
-

-
Efter polering.
-

-
Och på plats. Klärt å betärt! Mer kommer – en annan dag.
