
-

- Kraften från vevaxlarna (se ”Vevaxelproblematik”) överförs till en grov axel, placerad i ett långt tråg. (se ”Tråg, den bärande…), Dimensionen på axeln är väl tilltagen för såväl moment som torsionssvängningar.
-

- … Axeln är i huvudsak lagrad i 4st SKF tvåradiga sfäriska kullager, försedda med spännhylsa för infästning mot axeln. Ytterringen kommer att sitta i egentillverkade lagerhus vilka skruvas i trågets mellanväggar.
-

- I änden monterar jag ett kompletterande spårkullager för att ta upp axialkraften från det att jag trampar ner kopplingen.
-

- Kedjehjulen kläms fast med hjälp av spännelement från Clampex KTR. Såväl lager som spännelement och tätningar är köpta på Tools Momentum i Karlstad.
-

- Betraktelse från CADen visande: tråg, kedja, spännelement, kedjedrev, lagerhus och ”dummy” föreställande motorblock.
-

- Även svänghjulet kommer att fästas med ett spännelement, mer om det längre fram i bygget…
-

- Att finna en växellåda värdig denna motor var inte lätt. Den ska ju klara såväl pulver som grabbatag… Efter några veckors sökande fann jag dock denna låda hos USA-bildelar i Sunne.
-

- Om man jämför med en Volvo140 låda så är som synes skillnaden markant. Notera de kraftiga förstärkningarna på sidorna.
-

- Även kuggvinkeln är moderat, allt för att klara så stort moment som möjligt, så det här är troligen inte den tystaste lådan i hagen…
-

- Jag kan för mitt inre se den vita växelspaksknoppen, men det är en helt annan historia…
-

- 2013-02-01. Abbans också… För att lätt kunna byta tätningen vid utgående axel i tråget, måste jag bearbeta upp hålet i svänghjulet, så jag kan skruva klämkopplingen från växellådssidan. Måste låna en bamsesvarv till det…
-

- Här fräser jag ämnen till det som ska bli lagerhusen.
-

- Ett av lagerhusets fyra spår. Spårens uppgift är att kunna flytta hela huvudaxeln uppåt vid montage av kedjor. På grund av den höga kedjehastigheten, nitar jag kedjorna istället för att montera kedjelås.
-

- Trots att jag byggt saker i snart 45 – 50 år, upphör jag aldrig att fascineras av att det går att göra så vackra ting av så fult utgångsmaterial.
-

- Här håller jag på med svetsning av ett lagerhus. För den som undrar… Den står tillfälligt upp, jag svetsar den liggande.
-

- Några rostiga stålbitar, och så blir det en vacker, funktionell tingest bara man lägger ner några timmar på den….
-

- Här visad med den O-ring som ska ligga i spåret och täta huset mot ytterväggen, eftersom det här är lagerhuset närmast kopplingen. Övriga lagerhus är på slipning hos Mykå eftersom det är skitnoga att lagerspelet blir rätt.
-

- Nu har jag bestämt hur kedjespänningen ska gå till. Jag har varit inne på att bygga en egenkonstruerad hydraulisk spännare som drivs via motoroljetrycket. Den skulle alltså bli självspännande, självjusterande och dessutom låta kedjan vara ospänd i startögonblicket. En viktig parameter är att spännaren ska klara om motorn baktänder, samt varje motorbromsning. Min konstruktion klarar det. Dock har jag backat och gör istället en manuellt spänd mekanisk spännare. Det finns för- och nackdelar med …
-

- båda varianter, men jag kan alltid senare fixa till den hydrauliska.. En anledning som nu väger tungt, är att jag vill få ”känslan själv” vad det handlar om i slitage och belastning. När jag justerar kan jag använda fingertoppskänsla eller fjädervåg, allt efter tycke och smak. En fräst plastbit av högmolykulär polyeten fungerar som slitbana. Mer info om konstruktionen längre fram i bygget.
-

- Att spänna en kedja i en drift likt den jag har är långt ifrån okomplicerat. När man har en kedja som löper i en rak linje från tangenten mellan två hjul, och trycker alldeles pyttelite med en spännare, så sticker kraften som vill dra ihop hjulen iväg alldeles kollosalt. Den belastningen vill jag naturligtvis inte ha i vevaxellagren. När kedjan börjar slitas, och alltså inte längre ligger i en rät linje mellan hjulen, så sjunker belastningen dramatiskt, till min fördel. Jag har också beslutat mig för att spänna kedjan inifrån och ut, av den enkla…
-

- …anledningen att vinkeln som länkarna skall böjas per varv blir så liten som möjligt. Dock har beslutet inte varit självklart. Om jag spänner utifrån så minskar längden av ”den raka linjen” (beskrivet ovan) när kedjan börjar slitas, så att kraften på vevlagren minskar, men jmf med böjvinkelslitaget gör jag bedömningen att det är värt priset. Det här är komplicerat att förklara på bara några få rader. Jag har grönnat på det här in absurdum…
-

- 2013-05-18 Folk frågar när motorn blir klar… Det är omöjligt att svara på när jag ägnar tid åt till synes helt meningslösa saker som tex det jag gjort här. Maskerat, blästrat …
-

- …och klarlackat kedjedreven så de blir en fröjd för ögat. Meningslöst för någon, men så trevligt för mig… och … visst är det snyggt… som gjort ”på fabrik”
-

- För den det roar kan jag berätta att jag av snarlika stålpuckar…
-

- …ska tillverka dylika stålringar…
-

- … att hålla kulrika lager, som de här… Ringen sitter längst till höger i bild. Lagret till vänster är mitt axiallager som mothåll när kopplingen trampas ner. Det är ett vanligt spårkullager, men klarar 12.000N axiellt. (alltså 1,2ton)
-

- 2013-06-06 Äntligen är lagerhusen klara. Kapskiva i 15mm plåt, dito i ämnesrör, svetsning, borrning, fräsning, svarvning, planslipning, rundslipning …
-

- …borrning igen, gängning, maskering, blästring och till sist klarlack. Scrolla upp till mitten av sidan och se utgångsläget… Jag är nöjd 🙂
-

- Jag kan inte lämna något åt slumpen. Här har jag kört ett värme/oljebadstest för att kolla om klarlacken klarar miljön. Värmeljus, burk med blästrad/klarlackad detalj i motoroljebad samt termometer för test vid 110°C. Inga problem!
-

- En fas har svarvats där kedjedreven ska sitta…
-

- …. samt en del av vevaxlarnas framändor har kapats av för att korta ner avståndet mellan …
-

- … blocken så mycket som möjligt. En specialskruv skall tillverkas för att hålla det splinsade specialkugghjulet så småningom. Detta för att kunna koppla ihop vevaxlarna
-

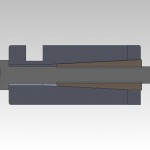
- En bild från CAD-världen visande placeringen av mina kedjesträckare. Sträckaren blir en fräst…
-

- …stålbit (gul i bild) med en slitplast av högmolykulär polyeten. Sträckaren kommer att hållas och spännas av 4st 12.9-skruvar…
-

- … som jag har testat med fjädervåg för att se vilket böjmoment de klarar av. Som det ser ut så…
-

- … kommer de att klara jobbet med bravur.
-

- Kedjehjulen inpassade mot vevaxlarna. Nu väntar jag på 12.9-skruv, och sedan blir det nog en brotschad brytpinne också.
-

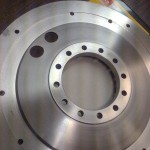
- 2013-07-02 De härdade brickorna som ska hålla lagerhusen har jag svarvat ner diametern på samt planat av en del…
-

- … för att det ska se bättre ut när de ligger mot lagerhusen. Hårt som tusan att bearbeta, alltså små korta blå spånor.
-

- Lagerhusen provmonterade i tråget samt…
-

- …kontrollmätta enl SKFs specifikation. Det får vara 15µ, alltså 1,5 hundradelar och det har jag klarat. YES!
-

- 2013-07-28 Svarvning av svänghjulet som en gång satt på en Cheva.
-

- Svarvning av andra sidan..
-

- Borrning av skruvhål i delningsdockan..
-
- Svarvning klar… Här återstår nu fräsning av balanseringshål.
-

- Svarvning av ändarna på huvudaxeln klara, och axeln packad i väntan på montage.
-

- 2013-09-04 Svänghjulet blästrat, klarlackat och startkransen påkrympt med värme/kyla samt vederbörlig LocTite.
-

- Jag har svarvat ett nav till svänghjulet. Här i delningsapparaten för hålbilden. Navet hålls på plats mot huvudaxeln med ett kraftigt spännelement. Återstår att finslipa anliggningsytorna.
-

- 2013-10-12 Nyslipad passning mellan nav och svänghjul. Ett precisionsjobb utfört av MYKÅ.
-

- Här har jag fixat skruvarna till svänghjulsnavet. 11st M10 skruvar och 1st Ø12 Passkruv.
-

- 2013-10-19 Fixtur för att hålla kedjesträckarens glidklots i svarven för att kunna skära rätt radie
-

- Upp med biten, full fart, och så blev resultatet…
-

- …så här.
-

- Plasten är en högmolykulär glidplast som heter…
-

- …PEHD1000. Pe=Polyeten, HD= High Density, 1000= densiteten. Detta är en slitstark liten rackare.
-

- Så här ser oket ut som kedjan ska spännas med. (jmf CAD-bilden ovan)
-

- …och så här med glidplasten…
-

- …och så här när det sitter på plats.
-

- 2013-11-05 Jämför den här bilden med bild 5 överst. Den är från 11 januari… Här har jag äntligen kunnat börja med provmontage på riktigt. Dock visade det sig…
-

- … ganska snabbt att det krävdes en del specialverktyg för att kunna montera alla delar på ett för mig tillräckligt bra sätt. Ni vet mitt talesätt: ”Allt skall göras efter bästa förmåga”
-

- Har därför nödgats att tillverka diverse specialverktyg för detta ändamål. Med de här skruvarna kan jag centrera lagren i centrum av husen under montageförloppet.
-

- Här är en hel bibba specialverktyg. Så småningom kommer jag att länka delar ur den omfattande manualen, så då kan ni läsa om hur de är ämnade att användas.
-

- Hylsa att använda när O-ringarna skall träs på spännskruvarna till kedjespännaren. Trä på O-ringen på hylsan, för in hylsan till rätt position och sprätt av. Lätt som en pannkaka!
-

- For the first time… Spinning wheel
-

- Kom på en fiffig grej som SKF redan borde ha gjort. Jag fräste 36 hack i KM-muttern som man spänner lagerhylsan med. Muttern skall dras åt 70°, alltså 7 hack. Mer om det i kommande manual…
-

- Från Verktygsboden kommer denna eminenta domkraft. Med den kan jag höja och sänka mitt motorstativ som det passar mig.
-

- Och med en telfer i taket går det att lyfta tunga block utan hjälp från vänner och bekanta… Här har jag svetsat ihop ett specialverktyg att fästa i blocken.
-

- 2013 -11-17 Jag har byggt om ett av verktygen för lättare montage. Urtag samt rotationslagring i änden.
-

- Hängt upp axeln för att verifiera lagerbelastningen. Profilrör, snören och fjädervågar…
-

- Kontroll av axeluppriktningen med mätur och tålamod.
-

- Fjädrar från Lesjöfors/Sthlms fjäder – såklart!
-

- Och så här blir det på plats.
-
- För att se till att lagerhusen hamnar på rätt plats efter varje demontering, har jag ritat ihop ett Spännelement…
-

- … med en kona som jag kan spänna ut för att få 100%-ig kontakt på hundradelen. Så här i CADen…
-

- … och så här i verkligheten. 8 detaljer av varje, så det tar sin tid. Och så här…
-

- … blir det på plats.
-

- Jag har lyckats få tag på heltätade lager, vilket löser alla mina smörjproblem.
-

- Jag skall därför bygga lagerhus som med hjälp av fjädrar belastar Huvudlagren med adekvat förspänning. Brickfjädrar eller, som här, B20 ventilfjädrar kan klara jobbet… _______ Anm*: Numera borttaget från konstruktionen.
-

- 2014-04-19 Efter idogt letande fick jag av USA-bildelar i Sunne tag på en superb transmissionskåpa att fästa i den enorma Muncie-växellådan.
-

- Lådan, som suttit i en Cheva C20 från 1970, ses här nyblästrad…
-

- … jämte transkåpan, som här väntar på färg.
-

- Så här ser de ut tillsammans efter att färgen torkat.
-

- Och så här ser det ut när jag pillat dit svänghjul med koppling.
-

- Det är attans kraftiga kuggar i den här växellådan.
-

- Motorn kommer troligt att vrida 680Nm, och det tarvas en tuff koppling att klara det.
-

- Från RockAuto har jag kommit över en LUK-koppling som hanterar 800Nm, så det borde bli bra.
-

- Koppling och Svänghjul tillsammans. Återstår balansering av klabbet.
-

- Så här ser Svänghjulsnav, Svänghjul, Spännelement, Lagring och lite till ut i CADen.
-

- Jag har märkt Svänghjul och Koppling för att kunna återmontera rätt enl. balanseringsresultatet.
-

- Svänghjulet är även märkt för att montera nav med spännelement rätt…
-

- samt för respektive blocks tändföljd.
-

- Min förhoppning var att kunna montera startmotorerna så här, på sidan av motorn, men ”det sket sig”…
-

- … så jag får montera dem under motorn, så här. I bilden syns flera lager av detaljer… Transmissionsplåten, Distansplåt, Startmotorplåt, Startmotorer mm.
-

- Spännelementet skall kunna klara över 3700Nm, så det torde räcka…
-

- … och här syns specialverktyget jag tillverkat för att få hela konkarongen att sitta på rätt plats under åtdragningsförloppet.
-

- Här kontrolleras att fräsmaskinens precision är god nog, för att sedan…
-

- … indikera hålet i Transmissionskåpan, för att sedan…
-

- … ursvarva hålet i den styrpinnade Transplåten. Allt för att de båda hålen skall ligga koncentriskt mot varandra. Det blev helt okey… 0,04mm skillnad.
-

- Här ligger Startmotorplåten i fräsmaskinen för uppriktning. Den skall sedermera fräsas för infästning av startmotorer.
-

- 2014-07-04 Efter en hel del mätande och funderande har det blivit dags för att fixa infästning av växellådan igen…
-

- Jag tillverkade ett uppriktningsverktyg, en så kallade expansionsdistans för att kunna centrera plåten till transkåpan, alltså den plåt som håller växellådan mot själva motorn.
-

- Här riktar jag in plåten. Genom att dra åt spännelementet, trycks expansionsdistansen ut mot plåten, och jag kan således få plåten perfekt centrerad mot min Huvudaxel. (Enligt ovan, kan man se hur jag tidigare ursvarvat hålet perfekt mot växellådans centrum.. )
-

- Efter att ha riktat in plåten helt perfekt och spänt fast den, blev det dags för att borra och brotcha styrpinnhål.
-

- Efter att ha monterat ytterligare ett par plåtar…
-

- … gick det att för första gången provmontera startmotorerna.
-

- Perfekt!
-

- Provkörning för första gången mot startkransen. Allt funkar perfekt förutom en grej jag inte tänkte på som känns liiite surt…
-

- … Om båda Bendixdreven (alltså det lilla drevet på startmotorn) inte slår till exakt lika, alltså på – kanske en tiondels sekund – så låter det som tusan från kuggarna. Ungefär som ljudet om man försöker starta en bilmotor som redan går på tomgång. Trist, men nu något jag får leva med. Det händer inte alltid, och det är bara under ett kort ögonblick, men låter… det gör det! Fortsättning följer!
-

- 2014-07-22 Med min lyftanordning har jag lyft upp och hängt växellådan…
-

- …på plats. Det blir suveränt. Men ack så långt från kylarn…:-)
-

- Det är skönt när man får göra bokslut likt det här.
-

- Skit också!! När jag körde startmotorerna, hördes ett rytmiskt ljud…
-

- …som att svänghjulet kastade något.
-

- Det visade sig vara just på detta vis.
-

- Att hela axeln kastar radiellt beror på de koniska klämhylsor som håller lagren.
-

- Axeln kaster alltså endast 0,02mm radiellt, och påverkar således inte alls det kast som syns i bild.
-

- Navet är slipat i en smäll i en supermaskin, så det är helt perfekt.
-

- Återstår alltså bara spännelementet.
-

- Jag har skrivit till KTR i Tyskland, för att diskutera min tekniska lösning, men har i skrivandes stund inte fått något svar.
-

- Dock är jag nu inne på en helt annan lösning – oavsett vad tyskarna säger… Att limma fast svänghjulsnavet via en svarvad och slipad hylsa. När jag har räknat på limförbandet så får jag en tiofaldig säkerhet trots mina 680Nm som motorn levererar. LockTite, dä ä bra gräjer dä…! Återkommer alltså längre fram i detta ämne.
-

- 2014-09-05 Jag har alltså bestämt mig för att inte använda något spännelement, utan limma en hylsa med LocTite istället. På navet står hylsan jag byter ut spännmojen mot. Limningen med LocTite 648 skall hålla över 30N/mm2.
-

- Jag har blästrat navet och bussningen för bästa grepp.
-

- LocTite 648 på såväl bussning…
-

- … som i nav, och sedan…
-

- … pressa utav bara h-vete.
-

- Trång passning gjorde att det tarvades modiga 10ton för att få till det…
-

- Om inte ”profeten kan komma till berget”… Här har jag byggt ett blästerskåp direkt på motorns axelände. Av en bensindunk…
-

- … en glasskiva, tätning, silvertejp och en blästerpistol. Det blev perfekt! I bild syns axeln och blästerpistolens munstycke.
-

- Navet på plats. Om limningen blev bra, så ska den hålla med 10-faldig säkerhet. Men eftersom jag är en ”försiktig major”, så kommer jag att stifta ihop delarna också. Dessutom måste jag bygga en slipmakapär för att slipa bort det lilla kastet som återstår… Men det blir en annan dag… PS Tyskarna svarade inte på mitt långa och utförliga brev. Dålig stil.. DS
-

- 2015-08-07 Det var verkligen länge sedan jag pillade transmission. Här har jag plockat ner växellådan samt startmotorbryggan för att…
-

- … börja fundera på hur jag ska kunna göra fästen för en slipmaskin, och slipa svänghjulsnavet.
-

- Det attans navet kastar 5 hundradelar efter limningen.
-

- Här har tagit: gammalt skrot, ett koordinatbord från vinden, en lånad slipspindel…
-

- … en gängstång och en borrmaskin. Till detta tarvades min granne Holger som borrmaskin-maskinist, och slipningen…
-

- … kom igång. 1,5 tim senare hade jag fått ner kastet till 0,02mm. Med detta kast…
-

- … blev det 0,05mm på svänghjulets yttre del, så nu är jag nöjd.
-

- Efter slipningen blev det dags för balansering. Tyvärr har jag inte tillgång till någon dynamisk balanseringsmaskin, eftersom axeln är så grov och två meter lång. Därför körde jag med statisk balansering…
-

- … som blev förvånansvärt bra utan några extravaganser. Det visade sig att det är en obalans av mindre än 5 gram!! Fantastiskt!
-

- Genom att sätta på den här magneten som väger 5 gram, kunde jag konstatera resultatet. Yeah!!
-

- Detta slip- och balanseringsjobb, har jag nu gjort för att jag ändå behövde axeln instoppad i motorn. I andra änden skall jag nämligen börja med infästningen av oljepumparnas växellåda. Men det är en helt annan historia.
-

- 2015-08-16 Ja, jag är en försiktig major, och vill gärna ha både livrem och hängslen. Det här är utgångsmaterialet till en…
-

- … borrmall för att kunna stifta svänghjulsnavet mot en bussning, och den i sin tur mot huvudaxeln.
-

- Eftersom jag hade nivåskillnad, fick jag först köra med en pinnfräs i borrmaskinen, sedan borr och till sist (som i bild) en brotch.
-

- Så nu är det pinnat med 4mm härdade pinnar som limmats med mitt älsklings-LocTite 648. Att det är färre pinnar i yttervarvet beror på att momentet blir mindre längre ut. Ni vet… en lång skiftnyckel blir man starkare med.
-

- 2015-09-19 Eftersom jag monterat fast svänghjulsnavet, föll mina ideer om hur jag skulle montera Huvudaxelns lager. Jag fick tänka om!
-

- Efter attans mycket funderande, har jag räknat ut hur lagren skall byggas in och monteras. Detta resulterade i en ombyggnad, som i sin tur blev 26 sidor i Verkstadshandboken. Tjugosex sidor bara om lagren..!!! (Boken är inte uppdaterad än, det kommer…)
-
- Ombyggnaden medför att jag måste krympa på en hylsa på Huvudaxeln längst bak för att ändra diametern från 50 till 55mm. Per på Mykå slipar hylsan. Till detta tillkommer också ett nytt Axiallager från Tools Momentum. Det är specialbeställt med ökat inre glapp, samt högtemperaturfett. Då kan jag belasta det ca ett ton i några hundra timmar (alltså, ned-trampad-kopplings-tid).
-

- Satan och förbannelse! Jag nödgades att vidga hålet pga den större axeldiametern. För att kunna såga fick jag tillverka en styrplåt och skruva fast.
-

- Jag har byggt ”skruv-ok” för att hålla lagerhusen längst bak. På insidan sitter Radiallagret ”stumt”, men på utsidan sitter Axiallagret ”flytande”. Detta har åstadkommits med hjälp av…
-

- … härdad bricka, tallriksfjäder, BRB-bricka samt Nyloc-mutter. Tallriksfjädern kommer från Lesjöfors-Sthlms Fjäder.
-

- Muttrarna jag använder till ”skruv-oken” kommer från Wiberger.
-

- Med hjälp av 2st M8-skruvar, som kommer upp ur 2 av hålen som syns i bild, kan jag lyfta på Axiallagerhuset. Under skallarna ska det ligga tallriksfjädrar. Detta måste göras för att belasta lagret så att inte kulorna börjat studsa och kana, med sk mikropitting som resultat. (skruvarna saknas som synes i bild)
-

- Här syns en distansring som Brålanda Industri hjälpt mig att skära i lasern. Den ska flytta ut växellådan 6mm, för att få bättre passning mot kopplingen.
-

- Av ett par fingängade muttrar, en rundstång och lite ”älsklings-LocTite” –248, har jag gjort huvar som ska dölja skruvskallar och tallriksfjädrar.
-

- Jag har också fixat fina härdade styrpinnar till de ingående plåtgrejor som håller startmotorer och växellåda. I bild, startmotorbryggan.
-

- Här en detaljbild på en O-ringstätning. Mååånga grejor blir det… så det är inte klart idag, utan… ”en annan dag!”
-

- 2015-09-17 För ett projekt som en kollega håller på med, så gjorde vi ett test av LocTite 648. Jag gjorde ett snabbt överslag att det borde hålla ca 40kg på änden av armen…. Det höll över 50kg. Jag rekommenderar att ni köper den och har på hyllan, den är suuuuperbra! Permanent fastsättning av cylindriska detaljer inklusive gängor
-

- Bergs Mekaniska i Molkom har skurit den här distansen som ska flytta ut Startmotorbryggan.
-

- Och från Momentum-Industrial (de har nytt namn) har jag införskaffat de nya lagren som ska sitta längst bak på Huvudaxeln. Dessa lager tillsammans med den hylsa jag svarvat…
-

- … och som Per på MYKÅ hjälpt mig med att slipa. Det blir lite fix för att få ihop grejset, tex…
-

- …den här hylsan mm. Men jag tror det kommer att bli väldigt-väldigt bra.
-

- Här kan ni se en bild som visar bl a det bakre lagret för Huvudaxeln, Axiallagret och en del annat jox. För den som vill fördjupa sig, så går det bra att göra detta i Verkstadshandboken. Mer info kommer vad det lider!
-

- 2015-10-24 Hylsan fastkrympts på plats. Mykås slipare, Per, är något i särklass. Efter att hylsan kommit på plats var den 0,005mm för stor, allt enligt planen.
-

- Därför riggade jag upp en borrmaskin med spännband och tvingar, samt en gängstång in i axeln.
-

- Med 400 och 800 våtslippapper tog jag ner det sista som behövdes. Resultatet… –Ja, gissa…. Superperfekt!!
-

- Av den här biten av stålkvalité SS2541 har jag tillverkat ett par distanser samt ett verktyg.
-

- Om ni tittar på CAD-modellen ovan, så kan ni se de två distanser som sitter mellan kedjedrevet och det sfäriska, tvåradiga kullagret. Mellan de två distanserna kan ni skönja en eller ett par vågbrickor. De ska hålla hela klabbet i spänn.
-

- Hur mycket i spänn har jag gjort en utredning om med bl a en våg och lite andra pryttlar. Det gav vid handen att jag ska klämma ihop vågbrickorna så de blir 2,9mm tjocka.
-

- För att veta att det blir just 2,9mm har jag tillverkat ett specialverktyg. Detta är delbart, hålls ihop av en fjäder och har en inre fläns som är just 2,9mm. Genom att med kraft pressa kedjehjulet åt vänster, så får jag hela villebitten att lira rätt.
-

- Läs mer om det material (SS2541) jag använt, på Tekniksidan.
-

- Nu har turen, eller kanske oturen, kommit till att fixa lagerläget för axiallagret. Jag var en komplett dumskalle att jag inte såg till att få den ytan fräst när jag hade Tråget för bearbetning. Men det har varit mycket att tänka på, så jag missade det.
-

- Detta gör att jag fått slipa på samma sätt som för Huvudlagren. I det här fallet räcker det med fyra kontaktpunkten, men de måste ligga i vinkel mot Axeln.
-

- Det är otroligt litet fel som kan godkännas för snedställning av spårkullager. Just det spårkullager jag använder tillåts ha ett vinkelfel av 2’-5’ om belastningen är låg och 5’-10’ om belastningen är hög. (För en förklaring av vad flugskiten efter siffrorna betyder, så kolla Tekniksidan) Nästa uppdatering sitter nog axiallagret på plats, vi får se…
-

- 2016-01-23 För att kunna montera spännelementen på rätt sätt har jag här fått hem ett par sprayburkar med tunn olja från Kluber. Tysk kvalité när den är som bäst.
-

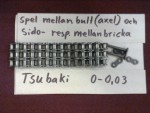
- 2016-09-30 Det var länge sedan jag pillade i den här fliken… Min avsikt från start av projektet har varit att nita kedjorna mellan vevaxeln och torsionsmothållsaxeln, alltså huvudaxeln. Detta på grund av den stora kedjehastigheten. Detta får en konsekvens att hela transmissionen måste rivas om man vill pilla i något av motorblocken. Lager lossas, kedjedrev lossas och hela axeln plockas ur tråget. Värre med återmontering… För att spara massor av reparations/montagetid har jag införskaffat och räknat på krafterna i kedjelås. Den typen med saxpinne, inte fjäderclips. Svårt att se i bild, men nitningen av mina Tsubakikedjor är långt mycket bättre…
-

- … än denna okända tyska kedjeleverantörs nitning av kedjelåset. Men de ska enligt uppgift hålla det antal kN som ISO-normen anger. Jag kunde med tummen peta bort en ganska stor rundad flisa från nitningsförloppet. Man kan också skönja att trumlingen av Tsubakiplåtarna är gjort mycket finare än tysken. (backa bild och jämför.) När man tittar på hur centrifugalkraften påverkar en kedja, alltså kedjelåset och i slutänden saxpinnen, så ökar kraften i kvadrat med ökat varvtal. Formeln är: v2 x q = N alltså kedjehastigheten i meter/sek gånger kedjans vikt i kg/meter. Med den formeln kommer jag ha god marginal att…
-

- … saxpinnarna håller som de ska göra. Saxpinnen väger troligen mellan 0,25 – 0,3 gram och även om jag räknar på 1gram så har jag en 20 faldig säkerhet mot kollaps av saxpinnen. Här kan det kan verkligen skönjas att kvalitén är olika på tyskens kedjelås jämfört med Tsubakikedjan. Bilden visar det tyska låset till vänster och resten Tsubaki. Trots att kamerabilden inte är så bra, så kan man ändå se skillnaden. Tsubaki har inte denna typ av kedjelås här i Sverige för den här dimensionen, så jag har beställt från Japan, och hoppas att det kommer om några veckor. Återigen ligger Tsubaki i framkant, när de skriver att man inte skall använda vanliga saxpinnar till låsen. De som levereras av dem är värmebehandlade (heat treated) så förmodligen är de typ seghärdade, typ fjädertråd. Detta innebär ännu större marginal mot brott. Jag älskar japaner…
-

- Men för att skapa mig en visuell uppfattning om skillnaden mellan det som många påstår vara marknadens bästa kedja – Wipperman, införskaffade jag en provbit jag kollat på och jämfört med den som andra säger vara den bästa kedjan – Tsubaki. Tittar man på Wipperman så är den riktigt rapplig. Med ett bladmått har jag mätt spelet i sidled. Och som ni ser är det en stor…
-

- … skillnad mellan dem. Wipperman = 0,9 och Tsubaki 0,2mm.
-

- De flesta övriga kedjor (om inte alla övriga) har tunna dubbla sidbrickor mellan kedjeraderna, och där har istället Tsubaki tjockare brickor. Trots detta är stansningen av Tsubakis hål helt magiskt perfekta. Som ni ser i bild så slår glappet på Wipperman mellan ca 0,03 – 0,09 alltså upp till nästan en tiondels mm, medan…
-
- … Tsubaki har från 0-spel upp till ca 3 hundradelar. Dessutom är ändarna på nitarna samt nitningen optiskt sett mycket snyggare på Tsubaki. Så håller man i dessa två kedjor, bänder och vänder, snurrar bryter och drar, så kan jag utan att blinka säga att Wipperman ser ut som en dåligt gjord kopia från något låglöneland. I alla fall i jämförelse med Tsubaki.
-

- Slutsats! Jämför man hur hålen stansats och nitats på de olika kedjelås och kedjetyper jag provat, så ligger Tsubaki i särklass. Detta betyder ändå inte att vi vet om kedjan är bra. Hur skulle man kunna veta det utan att långtidstesta. (För den som vill veta mer om kedjor, så har jag skrivit en del under Tekniksidan / Punkt 13 samt i Verkstadshandboken) Jag har en trevlig snubbe på Ramströms, Bengt Larsson, som hjälper mig kontakta en kedjefabrik för att räkna på förslitningsgraden på 2500 timmars livslängd istället för som i industrin 15000 timmar. Men då pratar vi om någon tysk leverantör. Optiskt sett, hur man än tittar… sidoplåtar, nitning, ytan på plåtarna, glapp och spel så ligger Tsubaki långt över de konkurenter jag tittat på. Men detta säger inget om vilket material eller härdmetod de använt. Därför är det omöjligt för en amatör som mig att dra en slutsats av detta. Men japanerna är duktiga, riktigt duktiga. Så varför skulle de tumma på materialkvalitén. Det verkar osannolikt när man tittar på de uppgifter de själva lämnar om deras draghållfasthet/brottgräns, vilket ligger i topp. Så hur länge kedjorna håller… det får vi veta en annan dag.
-

- PS, Har inget med Herkules att göra, men jag måste få visa er den här nostalgiburken. Många av er känner säkert igen den från förr. Det är kedjefett som man kokade mc-kedjorna i. Jag köpte min burk till 125an sommaren 1973. Först tvättade man kedjan i bensin, därefter rullades den ihop och placerades i burken som värmdes på en kokplatta eller liknande. Fettet smälte till konsistens som vatten och trängde in i länkarna. Det var första gången jag kom i kontakt med det som kallas Grafit Molybden Disulfid. Underbar nostalgi… Men nu stänger vi den här lådan tills… en annan dag… DS
-

- 2016-11-26 För att göra så gott jag kan har jag lämnat in mina kedjedrev samt…
-

- … vevaxeldelar med vidhängande kedjedrev till LJ-Trim för balansering. Ska bli spännande att provstarta, en annan dag.
© Copyright: Kopiering tillåten om källan anges.