-

-
2017-06-07 Någonstans någon gång har jag berättat om mina funderingar kring all mässing. Alltså… ska jag ha så mycket mässing att putsa, eller är det bättre att lackera rött? Min tanke är att om jag inte putsar mässingen så kommer det över tid att bli en gammaldags patina, som om motorn faktiskt är från 1934. Putsar jag däremot mässingen så blir det vackert, men putsar jag inte så blir den vintage. Win win! Tycker ni att jag resonerar fel? PS Ja, jag vet att termometerdjäveln lutar, så håll tyst om det nu… DS
-

-
Vakuumrör med slanganslutning. Den slangen ska sedermera till bromsservot.
-

-
Bild från ett delmontage av kylvätskefiltret. Jag gillar kontrasten mellan…
-

-
… det vinröda och mässingen.
-

-
Det sistnämnda kan här ses på oljerenarcentrifugen också. Man brukar prata om guldfeber. Men jag tror bannemej man kan få mässingfeber också. Att bli så besatt att man måste hitta mässingen till varje pris.
-

-
Priset är alltså att först blästra genom ett lager nickel samt ett lager koppar. Sedan maskinpolera så kraftigt att mässingen blir slät. Till sist Autosol med efterföljande kromputsmedel. Jobb – jobb – jobb…! Mer jobb blir det… till en annan gång.
-

-
2017-06-19 Hela tiden dyker det upp fler grejor att fixa. Här löder jag ihop en mässinggrunka som den bakre avluftningsventilen till kylsystemet skall sitta på. Den skall skruvas i torpedväggen så småningom. När jag var nästan klar, råkade jag knuffa till den så den gled ut position, så nu sitter allt snett och vint. Men jag beslutade mig för att det skall få vara så, för det blev faktiskt lite mer vintage över den.
-

-
Sugröret från tank till oljepumpar.
-

-
Änden av röret från thermostatbryggan. Mässinggrejset och rörklamer sitter utanför ventilkåpan, resten sitter under den. Den grova anslutningen blir till kupévärmen, den mindre till avluftningsventilen. Jag gillar att sänka ner brickorna som synes vid rörklamerna…
-

-
… alltså så här.
-

-
Förbindelserör mellan avluftnings- och sugtank.
-

-
Även kylaren har fått lite förmontage.
-

-
Här ses skylten och nivåinspektionsglaset.
-

-
Kopparplåtar för putsning. Man kan se att de är begagnade. Detta behåller jag som patina för att få ett gammalt utseende på oljekylaren för returolja.
-

-
Här är oljekylaren under montage.
-

-
Och här är den efter förmontaget.
-

-
Mångra grejor att putsa. Här har jag jagat finish på gasstången. Alltså den som drar i alla karburatorernas gasreglage.
-

-
Som ni säkert redan sett på en ”filmsnutt” så har jag gett mig på att limma en läckande por med LocTite. Det gick väl ”sådär”… LockTite gjorde det den ska och tätade poren, men droppar jag spillde ner i den ihopskruvade klämskarven löste Glyptalfärgen, så det blir eventuellt läckage. Surt! Men det kanske funkar. En bra sak var, att när jag kollade om tanken är tät så gjorde jag det med hetvatten. På så sätt mjuknade färgen så jag kunde bryta rätt muffen som håller thermometern så den står nu vinkelrätt igen. Yeah! Slut för denna gång!
-

-
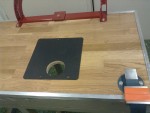
2017-07-06 Som ni vet, så tar jag inte den lättaste vägen mot mitt mål. Här börjar jag på en – kanske onödig grej – men som är bra att ha ändå.
-

-
Efter en del kapande, borrande, svetsande och målande har jag kommit så här långt.
-

-
Till det har jag gjort den här pilligrejen.
-

-
Men vad är det för något? Ni kanske redan kollat filmen, så ni vet vad det är…
-

-
Det är en hållare för vevaxeldelarna. På så sätt kan jag hålla delarna på plats vid rengöring, inte minst med borstar i alla kanaler. Men även när jag ska testa alla vevlagerspel med PlastiGauge. Om axeln sitter i en hållare så (det hörs ju på namnet) hålls den på plats. Gött när vevstaksöverfallen skall momentdras.
-

-
Efter att växellådan vält ett otal gånger när jag flyttat den, tog jag mig tid att tillverka en specialpall som håller den stadigt. Det tog en eftermiddag, men så djäkla bra att nu ha den.
-

-
Lite sprutlackering… Några glömda delar som också ska vara vinröda. Här plåten som håller växellådan.
-

-
Lite fler smågrejor som fått grundfärg.
-

-
Jag har börjat så smått och pillat med cylinderblocken. Rengöring och målning hittills på det första av fyra block. Allt tar sin tid.
-

-
Men jag är supernöjd med Glyptalfärgen.
-

-
Det finns alltid en massa rost i ett block. Som ni kan läsa på Tekniksidan bland annat om oljerenarcentrifugen så vet vi att rost är som slippasta i motoroljan. Och partiklarna är så små att de far rakt igenom oljefiltret.
-

-
Som ni säkert sett på en filmsnutt, så har jag lämnat in luftrenaren för proffshjälp med lackeringen.
-

-
Nu har jag hämtat luftrenaren hos KARLSTAD PLÅT OCH LACK. Supernöjd är bara förnamnet.
-

-
Om det hade blivit hälften så bra, så hade ändå det blivit dubbelt så bra som jag tänkt det. Och det hade det ändå varit fantastiskt bra…
-

-
Ann-Marie Larsson… som pluggar på Education Group och gör praktik på Karlstad Plåt och Lack har kämpat med min renare. Och resultatet…
-

-
Det är så otroligt fint. Kolla kommande bilder och njut. Säg sedan inte att man inte kan älska hårda saker. Jag älskar min luftrenare…
-

-
Att något så buckligt och eländigt kan bli så vackert är en lisa
-

-
Ahh…
-

-
I’m in love…
-

-
….
-

-
… efter alla timmars funderande, designande, beräknande och arbete… Gött mos!
-

-
Konst på hög nivå.
-

-
För att kunna byta mina kamlager har jag tillverkat ett gäng verktyg. En aning överarbetat kanske, men jag älskar verktyg så det är bättre att göra det ordentligt från början. O-ringar skyddar själva lagerytan, eftersom den är så mjuk att man bokstavligt talat kan skrapa sönder ytan med nageln.
-

-
Här drar jag ur det första lagret.
-

-
Här det andra.
-

-
För att få bort repor och annat bös i lagerläget, alltså i huset som själva lagret sitter så honar jag försiktigt. För att nå in har jag tillverkat en förlängning till en gammal sparad borrmaskinchuck. Oftast är de gängade med UNF, i det här fallet UNF 3/8”
-

-
Endast en försiktig putsning av uppstickande grader, inte mer. ALLTSÅ, HONINGEN SKER I HÅLET SOM LAGRET SKALL SITTA, INTE INNE I SJÄLVA LAGRET. Då fördärvar ni det genom att partiklar bäddas in i lagerytan. Ingen slipning får ske på lagerytan över huvud taget. Om det går åt helsike för tungt, så är troligen lagret inmonterat snett eller stukat. Alternativt att lagerläget är felaktigt. Gör om – gör rätt!
-

-
För att kunna skrapa (kallas lappa eller skava) bort eventuellt uppstickande små fläckar har jag införskaffat detta precisionsverktyg från PARTILLE TOOL. Klingan är som ni ser väldigt liten, 2,5mm om jag minns rätt.
-

-
Dags att montera. Det främre lagret på B20 har två hål i lagret, men endast en kanal i blocket. Jag väljer då att använda det hål som syns till vänster i bild som smörjhål. Varför nu det? Jo, då kan det bildas en proper smörjoljekil från ingångshålet via den yta som är mest belastad innan smörjoljefilmen störs av extrahålet på slutet. Petimolekyltänk… Javisst, och det har kanske ingen betydelse, men är ändå en bättre idé.
-

-
Genom matt sticka in en mejsel I smörjkanalen, så ser man lättare att sikta rätt. Gör markeringar med en tuschpenna på blocket.
-

-
Jag slår fast lagret pyttelöst. Bara så jag kan ta bort verktyget för att sikta att hålet kommer rätt. Jag sa RÄTT!
-

-
Här är ett perfekt centrerat smörjhål. Det ser ut att sitta ur centrum, men det är en synvilla. Hålet i lagret går vinkelrätt mot sin centrumaxel, medan den borrade kanalen går in snett. Därför ser det ut som att det inte är full öppning på oljehålet.
-

-
Ta tid på dig och sikta noga, så blir det bra. Annars, slå ur och köp nya lager. De kan inte slås i och ur, och i förhållande till ett haveri så är det billigare att köpa nya lager och göra rätt. När ni monterar så skall lagren eller huset INTE SMÖRJAS. De är tillverkade för att monteras torra för att friktion och presskraft skall stämma mot det slutgiltiga lagerspelet. Så tvätta torrt, blås rent och SMÖRJ INTE. PUNKT!
-

-
Och till sist ett VARNINGENS ORD. Byt inte kamlager utan att efteråt kunna köra igenom alla kanaler med borstar och tryckluft. Se här vad jag fann efter att ha pressat dit mitt mittersta lager. En rejäl flisa som skrapats av vid monteringen. Som sagt, GÖR RENT efter monteringen för att undvika obehagliga överraskningar. Det var allt för idag. Om jag orkar och har lust, och ni inspirerar mig i Gästboken så kanske jag skriver mer… en annan dag. Annars får ni ha en trevlig sommar och höst! Pelle signing out!
-

-
2017-07-16 Hos alla lagertillverkare jag hittills sett så säger de det jag sagt förut… att lagret skall monteras torrt i sitt hus. Här kan vi se att han som monterade mina lager tidigare missat denna information.
-

-
Dessutom tycker jag att han slarvat med att rikta upp oljehålen. Just det här hålet är vid det mittersta lagret, alltså där oljekanalen till topplocket går. Man kan säkert ha olika åsikt om detta, men mina krav är högre än så. Alltid bra att leveranskontrollera.
-

-
Jag tog mig då en funderare på hur jag lättare ska kunna se hur hålen lirar med varandra och kom då på följande: I detta läge när alltså lagret bara ”nästat” fast, nätt och jämt att det hänger kvar, sticker jag in en stjärnmejsel i blockets borrade hål, samt en dito i lagrets smörjhål. Då kan man lätt se om den bakre mejseln dolts av den främre. Kolla samtidigt att lagren bortöver ligger koncentriskt med varandra. I bild gör de inte det som ni ser. Ni får låtsas som att inte stången till mitt kamlagerverktyg finns med i bilden och stör. Med denna metod kan ni få exakt passning på smörjhålen.
-

-
Jag skrev en grej till bild 47 i förra uppdateringen om att placera oljehålet som inte används på den minst belastade sidan. Den här bilden visar en helt annan grej, men ändå detsamma. Kanalen som går in genom ett lager och förser det med olja skall sitta på en viss sida av belastningen. Detta gäller dock inte B20 som kanalerna är borrade på och där alltså lagrets smörjhål skall lira. Däremot för konstruktörer av lagerhus, eller i de motorer som har ett svarvat spår och alltså lagrets smörjhål kan placeras godtyckligt.
-

-
Så här fin passning blev det tex i hålet från föregående bild. Men i den här bilden kan ni också se en helt annan grej… Alla lager för de tre första kamaxlarna jag monterade löpte superperfekt, men inte just den här. Ni ser varför. Över en yta har jag en ”spot” som måste skrapas med skavjärn eller skalpell.
-

-
På motstående sida fanns en fläck till. Skalpellen löste det.
-

-
Här är det dags för tvättning. Titta vad jag fann i kanalen efter att ha dragit med borsten några drag. Om lagerspelet är 0,04mm så är då alltså avståndet typ 0,02mm mellan lagerbabbitsen och axeln. Det är inte svårt att förstå att det blir en aaaning trångt för de här spånorna då.
-

-
Så här såg det ut när jag tvättade ett annat block än det i föregående bild. Efter första draget i oljekanalen mot topplocket såg det ut så här.
-

-
En väl skurad betongkärra, dito lastpall och bräda. I kärran kan jag samla upp all skitig avfettningsmedel och ta med till Tippen i en dunk.
-

-
Ni ska tro att jag skrubbat ordentligt. Speciellt i alla kanaler – Yes, box! J
-

-
Det första cylinderblocket tvättat och inpackat i GladPac.
-

-
Men säg den glädje som varar. Här har jag fått klippa upp ett paket för jag kom på en sak… Tack och lov innan det hade visat sig den hårda vägen. För sisådär 20 år sedan hade jag en flickvän som brukade sitta rak i ryggen på sängkanten en stund innan hon lade sig. Hon funderade. Det brukar jag själv göra i tid som annan, dock på min cykel. Jag rekapitulerar vad jag gjort och vad som komma skall.
-

-
Vid en sådan cykeltur kom jag på en grej. Frostpluggen (som inte har något med frost att göra i det här fallet) som täcker änden på kamaxelhålet, blev inbankad med en kulhammarkula (med hjälp av en annan hammare) på det sätt jag lärde mig på 70-talet. Detta är inte så smart! Bulan inåt blir då så stor att den kommer för nära kamaxelns ände. Genom just den änden ska det bakre lagrets läckage in genom ett i kamaxeln borrat evakueringshål. Om bulan tätar det hålet så kommer oljetrycket att trycka lös frostpluggen/täcklocket med oljeläckage som följd. På en B20 måste då växellåda och svänghjul demonteras. På en Herkules… ahh, jag orkar inte ens tänka på hur mycket jobb det är att riva isär. Nej, ta en grov axelsnutt som verktyg istället, och slå den inte så långt. Kan kamaxeln röra sig fritt axiellt 2mm är det gott och väl marginal för oljeflödet.
-

-
Innan tvättning av vevaxelsnuttar och kedjedrev har jag kollat excentriciteten på alla drev. Det såg bra ut, i synnerhet eftersom jag köpt kinatillverkade kedjehjul. Hela klabben är ju balanserat redan… L
-

-
Tvättning av vevaxeldelar… Två av dem var perfekta, en av dem – nja… sisådär, men den fjärde var inte tvättad alls. Här trycker borsten ut en massa sot, rost och från poleringen – Autosol.
-

-
Vevaxeldelar klappade och klara… I bild den första av de fyra. Samma metod som med motorblocken har använts till vevaxeldelar och kamaxlar. Avfettningsmedel och diskborste, sedan bromsrengöring och tryckluft. Kör hårt med avfettningsmedlet, annars blir det fläckar på ytan efter bromsrengöringen.
-

-
Fyra tvättade cylinderblock väntar på sin tur.
-
-
Cylinderblocksdelarna på Herkules går inte att få upp i ett vanligt motorrenoveringsstativ när kolvar och annat skrot ska monteras. Jag gör som Henrys grabbar gjorde på den första serieproducerade V8an… Monterar med blocket stående på ena kortänden och alltså veven vetikalt istället för horisontalt. Eftersom jag har diverse attiraljer i främre änden av vevsnutten, så har jag fått borra hål i montagebänken.
Nu är det dags för dig som aldrig skrivit i Gästboken att göra ett avtryck – så får vi se om jag uppdaterar något mer – en annan dag.
-

-
2017-07-27 I vevhuset har jag tre stagplåtar för att öka vridstyvheten. Om man knackar på den med knogen, kan man konstatera att det uppstår ett ljud med en viss frekvens.
-

-
För att dämpa detta ljud har jag tillverkat plåtar som jag skruvat fast mot stagplåten med gummi emellan.
-

-
På var sida av gummit kletade jag på motorsilikon. ”Kletade” var rätta ordet sa Bull, för det var kladdigt värre. Svårt – för att inte säga omöjligt – att få det där snyggt och propert.
-

-
Dettutom har jag stagat upp mot botten med pinnskruvar som tillverkats just för detta ändamål.
-

-
Sedan har det varit mycket tvättande. Jag kör med Biltema Bromsrengöring från dunk, hälld i en plastburk, gasmask och fläkt. Här är det dags för vevstakar.
-

-
Snabbt ser man alla partiklar ligga på botten av plastburken.
-

-
Dags för mina Mahle-kolvar att få sig en duvning. I någon instruktionsfilm från Mahle sade de att man inte behövde kolla kolvringgapet på deras ringar. Men jag bygger specialmaskiner på jobbet och har lärt mig att man aldrig ska säga aldrig.
-

-
Så alla ringar har plockats av och ska sedermera mätas. Men före det tvättning.
-

-
När jag inspekterade ringarna så var det helt rena och fräscha. MEN, titta i botten på burken!
-

-
Som jag sagt tidigare. Om ni har ett lagerspel i motorn på 0,04mm så är spalten runt om ca 0,02mm. Allt som är större än så fastnar. Det är som att titta på hälften av ett hårstrå sett från änden. Det är omöjligt att se så små partiklar. Det här är den skit som satt på hälften av mina kolvringar. Och de som verkade så rena. Pyttsan!
-

-
Kolvarna då… De var ju perfekt rena… men jag tvättade dem i en balja med varmvatten, diskmedel och sköljde under rinnande kran. När jag snabbt hällt ut allt vatten ur baljan, så fann jag…
-

-
… det här på botten. Aluminiumspån! Och då kan vi tänka oss allt som jag redan hällt ut.
-

-
Nej, det finns alltför många viklar och vrår som spånen kan sitta i, så fuska inte, tvätta alla delar. Från det ena till det andra… Någon som vet (inte tror) vad den ingjutna plåten är till? Jag skulle vilja veta.
-

-
För ett antal år sedan gjorde jag ett misstag med mina kedjor. Det jag trodde var klägg för att skydda kedjorna under transport, var istället något smörjmedel för att ge en skonsammare inkörning av kedjelänkarna. Detta tvättade jag bort med mycket möda och stort besvär. Så surt och så dumt!
-
-
Så det blev att ta fram den gamle trotjänaren jag har kvar sedan 1973. Linklyfe Molybden Disulfid kedjefett!
-

-
Man värmer på burken så det blir lättflytande som vatten, låter kedjan ligga i och bli omrörd så att det tränger in i alla länkar.
-

-
Sedan hänga upp för avdroppning och svalning. Resultatet… bättre än perfekt!
-

-
En aldrig sinande ström av delar passerar tvättoperationen för att sedan packas in i GladPac och plastpåsar.
-

-
Som sagt… aldrig sinande… Det känns som att det aldrig slut på tvättandet, men det är det nog… en annan dag.
-

-
2017-08-09 Efter att det mesta är tvättat, blev det dags för slutmontage av Returoljepumparna med sina Kolonner. Därefter inslagning i GladPack och placerat i hyllan.
-

-
Meka i Vevhuset skulle följa efter det, men först svarvning av specialskruv.
-

-
Det är några skruvar med 1mm hål som dränerar en lägstapunkt av returrören när motorn står still. Detta för att det inte ska samlas en massa klägg där om motorn inte startas på lång tid, några decennier eller så.
-

-
Lagerhus på plats. De gula skruvarna är för att hålla lagret ”off-centrum” mot vågbrickor placerade mot ytterringen. Det är 2st M5 (i bild) samt på motstående sida 2st M8. Detta för att lagret skall hamna i mitten när dess klämbussning dragits. Skruvarna plockas bort mitt i anspänningsprocessen.
-

-
Huvudaxeln har börjar stickas in i Vevhuset. Det gäller att ha koll på vilka detaljer som skall träs på samt rättvänt och i rätt ordning.
-

-
Axeln nästan på plats. Det är god hjälp med specialverktygen jag tillverkat.
-

-
För sista radiallagret tarvas speciella hylsor och vågbrickor för att hålla innerringen fastspänd.
-

-
Motorsilikon i en sträng på det utvändigt monterade Axiallagret.
-

-
Och hela klabbet på plats med träbit och tvingar.
-

-
Att spänna lagren rätt är en besvärlig operation i min applikation.
-

-
Och gunåde den som glömmer att låsa vikbrickan. Hemska tanke, men så djäkla lätt…!!
-

-
Tack och lov för lyftanordning. Det här är ett så kallade ”kedjeblock” vilket jag tycker är ett helt suveränt redskap. Betydligt trevligare än ett spaklyftblock.
-

-
Det sparar mycket när man kan lyfta rätt och lätt.
-

-
Tänk vilken mardröm att glömma den här pluggen i en av oljekanalerna. För att komma åt den måste Mellandelen skruvas bort. För att få bort den måste Vevaxeln ur… vilket medför att alla Vevstakar måste lossas. För en sketen plugg…!
-

-
Dags att skruva fast Mellandelen.
-

-
Och för det behöver jag svarva av några skruvdjävlar igen . Suck!
-

-
Det är inte mycket plats mellan kedja och skruvskalle, så här blir det ingen bricka.
-

-
För att lättare komma åt, blev det lämpligt att montera kedjesmörjningen redan i detta skede.
-

-
Det är mycket att hålla koll på.
-

-
På insidan monterade jag även nipplar och slangar med sina fästen.
-

-
Just den här kedjespänndetaljen ska inte på plats än, men när jag tvättade den konstaterade jag återigen mitt tillverkningsfel. Från början tänkte jag smörja kedjorna på ett annat ställe, men ändrade mig till att smörja dem i sträckaren. En nackdel med detta är att det förekommer en massa läckage. I bild syns ett exempel där jag försöker täta med LocTite. Om det läcker så är det ju inne i Vevhuset, så enda nackdelen är den förlust av olja som uppkommer. Men troligen är detta ovidkommande, så jag låter det vara.
-

-
Läste någon gång om en snubbe som sprayade grafitfett på kamaxelnockarna innan han smorde in dem med själva fettet. Jag har testat detta själv, och det verkar funka helt suveränt.
-

-
Alltså grafitsprayen fäster på axeln, i alla fall bättre än molybdendisulfidfettet. Men fettet fäster bättre mot den torkade grafitsprayen. Jag har köpt min spray på Bernol.
-

-
Väl på plats fettar jag in axeln med molybdendisulfidfettet. Då är det inte så kladdigt när kamaxeln ska in i sitt rätta läge.
-

-
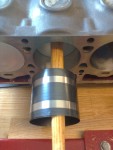
Apropå kamaxel… Jag måste fixa en grej. Detta börjar i svarven…
-

-
… fortsätter via fräsmaskinen.
-

-
Här har vi alltså ett nytt verktyg. Jo, jag älskar verkligen verktyg.
-

-
Det här är för mothåll av kamdrev, eftersom muttern ska dras ganska hårt.
-

-
Dock inte för hårt så att axeln går av eller drevet går sönder.
-

-
För att någon om 40 år inte ska behöva fundera…
-

-
För att slutkontrollera mina lagerspel har jag använt något som kallas PlastiGauge. Det är en tunn liten plastremsa man lägger i kläm mellan tappen och lagret. Det kan vara svårt att se, men det ligger en liten tråd på tappen. Lite olja på båda detaljerna, sedan dra fast med rätt moment. Mäta med instrument i all ära, men det är svårt att mäta rätt. I synnerhet om tappen är lite ojämn i ytan.
-

-
Vevaxeldel uppspänd i hållaren och en vevstake dragen med moment. Svårt att se i bild, men jag håller staken i spänn med ett gulrött gummiband. Det är viktigt att man inte rubbar detaljerna ur läge för då sabbas/smetas den utklämda plasttråden.
-

-
Här ser vi resultatet för vevtapp nummer 10. Lagerspelet läser man av på en pappersremsa. I det här fallet ca 0,04mm.
-

-
Här lyfter jag ur den första vevaxelsnutten efter mätning i första blocket, så kallade 1-4.
-

-
Dags att klägga in lagerbanorna. De skall alltså vara torra när man mäter med PlastiGauge. Endast ett tunt lager olja eller fett för att lättare kunna torka bort den utsmetade plasttråden efteråt. Själv skrapade jag bort plastresterna med en glasspinne.
-

-
Clevite Bearing Guard inför runddragning.
-

-
Första veven på plats. Återstår lite kopplingsgrejs bak som ni inte får se.
-

-
När man pillar med kolvar och vevstakar är det gött att ha ett skruvstycke med väldigt mjuka backar. Dessa kommer från Biltema.
-

-
Dags att kolla kolvringgapet. Jag stoppar in ringen som visas i bild, sedan…
-

-
… viker jag ner ringen så den kommer in i cylinderloppet.
-

-
På en gammal kolv har jag borrat hål och fäst några pinnar. Eftersom mina lopp är borrade, kunde jag också linda lite eltejp som skydd.
-

-
Med den kan jag se till att kolvringarna sitter plant under mätningsförloppet.
-

-
Mäter gör man givetvis med bladmått.
-

-
Nu kommer vi fram till något både spännande och kusligt på samma gång. Jag har mätt mina cylinderlopp, så jag har full koll på alla diametrar. Ändå visar det sig att alla mina oljeringar har för litet kolvringsgap. På bilden är det en av de bättre. De sämsta får jag inte ner bladmåttet över huvud taget. Kompringarna är perfekta, med ett något större gap på övre ringen som sig bör. På en film som Mahle gett ut säger en gammal man att om kolvringarna redan är monterade på deras kolvar, så behöver man inte kontrollera spelet. Det skulle de enligt uppgift ha tagit hand om. Efter över 40 år i branchen vet jag att även den bästa maskin kan falera. Så har det uppenbarligen gjort i Mahles slipmaskin för oljeringar. Man kan fanimej aldrig lita på någon. Punkt!
-

-
Jag tillverkade därför en enkel fixtur för att kunna fila mina ringar i rätt vinkel. Min rekomendation är att ni köper en liten handdriven slipmaskin. Det är värt att ha en sådan – definitivt!
-

-
Köp en tång för att montera kolvringarna, det är det också värt. Min är från Biltema. Visst funkar den, men jag hade 48 ringar, så hade jag vetat så hade jag investerat i en något bättre.
-

-
Dags att stoppa kolv i block. Kolvringskompressor från Biltema.
-

-
Men innan jag stoppade in kolven så trädde jag på slangbitar på vevstaksskruvarna. Slangen är så grov så att den även ger stöd till vevstakslagerhalvan så den inte hoppar ur sitt läge. Lagerhalvan insmord med Clevite Bearing Guard.
-

-
Innan kolven trycks i blocket är det fiffigt att rikta in den i rotationsledd. Tyvärr är bilden utan blixt så man ser bara slangändarna, men det är alltså bra om vevstaken träffar veven så rätt som möjligt. Givetvis med slangarna på.
-
-
Istället för att knacka ner kolven med ett hammarskaft som brukligt är… så satte jag istället hammarhuvudet mot magen, skaftet mot kolven, händerna på blocket och pressade till. Fördelen med att inte knacka är att lagerhalvan annars kan lossna och hamna ur läge. Ack så viktigt att ligga rätt vid det lilla styrhacket.
-

-
Till sist… den andra lagerhalvan… Tryckluft, Bearing Guard, rättvänd, anoljade muttrar och momentdragning i tre steg. Klart å betart!
-

-
Cylinderblock monterat och väntar på vidare behandling.
-

-
Första cylinderblocket på väg mot vevhuset.
-

-
Första cylinderblocket monterat och draget. Tätning sker med Loctite Motorsilikon 5910.
-

-
Vilken mardröm om man skulle glömma en propp i någon oljekanal. Mina sitter på plats.
-

-
Efter ett antal – jag sa antal – och alldeles för sena nätter, sitter även det sista cylinderblocket på plats. Men mycket återstår. Här trycker jag iväg kåpan…
-

-
… för att få den i rätt läge innan en hållskruv dras med momentnyckel.
-

-
Lite fogmassa innan slutmålning av Herkules 1934s motorblock.
-

-
Kamerans sätt att presentera färgen är inte riktigt rättvist.
-

-
Av bilderna framgår inte hur djäkla snyggt detta blev. Det ser ut som något från 1934. Det har också blivit bakslag, men det tar vi… en annan dag.
-

-
2017-08-13 Jaha-ja! Dags för ett antal mindre bakslag… Jag har mätt fel var det bakre kedjedrevet befinner sig. Har ingen aaning hur detta har gått till.
-

-
Så därför fick jag släppa på alla väl injusterade lager och ta ur huvudaxeln ur vevhuset igen. Mycket jobb – Surt!
-

-
Allt detta för att svarva ner den här ringen för att kedjan ska lira på dreven.
-

-
Detta mekande visar att den uppskruvade elmotorn måste plockas ner.
-

-
När jag monterade lagren förra gången så använde jag en brädlapp och två tvingar. Men drevet skall också spännas upp…
-

-
… mot två vågbrickor, så det blev bäst att tillverka ett axialpressverktyg.
-

-
En bit på väg.
-

-
En gänga i en gängstång gav mig möjlighet att limma fast ett vred – LocTite 648.
-

-
Och så här blev det.
-

-
Verktyget drar i kedjedrevet…
-

-
… och tar spjärn med skruven mot svänghjulsnavet. Perfekt!
-

-
Dags för ett litet specialverktyg till…
-

-
Ett verktyg att låsa mot startkransen för att hålla svänghjulet i rätt position.
-

-
Det är placerat i ett av startmotorhålen.
-

-
På ena sidan finns ett slipat spår. Det är en siktlinje…
-

-
… för att kunna rikta in svänghjulets tändlägesmarkering i rätt position innan låsning.
-

-
Genom att permanentlimma muttrar som skruvskallar mot stoppskruvar, skapade jag skruvar som kan skruvas från två håll. Utvändig sexkant i ena änden och invändig sexkant i den andra.
-

-
Men, Pelle… Du är ju helt dum i huvet. Transmissionsplåten som växellådan ska hänga i är ju i vägen för axialpressverktyget. Bara att bygga om – Surt!
-

-
Saknade material, så med anskaffande, ombyggnad och lite tröstfika, så tog det 3,5 timmar. Men så här blev det, och så var det slut på den dagen.
-

-
Nej-men… Förbannade supertrippelidiot! Det ska ju sitta ett svänghjul på plats också… Va faaan! Bara att bygga om verktyget ytterligare en gång… bara för att hjärnan var någon annan stans och tänkte – Surt!
-

-
Och så här blev det denna gång. Dummdjävel! Haha, tur att jag har tålamod och gillar att vara i verkstan.
-

-
Och äntligen funkade det. Klantigt!… Men mitt enda försvar är att det är väldigt mycket att hålla reda på. Långt mycket mer än jag visar er här på sidan.
-

-
På nätterna låter jag en dammsugarrobot knalla omkring i renrummet. Så här mycket skit blir det efter en (lång) dag.
-

-
Skruvarna jag visade på bild 93 förra uppdateringen har en egen hållare. Detta för att lättare se att man inte glömt någon skruv inne i vevhuset. Bra grej!
-

-
Här har jag gjort ett nytt verktyg till. Det är för att kunna bestämma ett utgångsläge för vart kolven skall befinna sig när vevaxeldelarna skall synkas mot varandra.
-

-
Genom att dra fast verktyget på blocket med den cylindriska axeldelen mot kolven (på väg upp) så har jag en fixposition som alltid är och förblir lika.
-

-
Skruven med sin gummiplöpp trycker på nästa kolv nedåt, vilket medför att den första kolven trycks upp mot axelsnötten.
-

-
Genom att gänga ett par extrahål som UNC 7/16-skruvarna kan sitta, i minimeras risken att skruvarna tappas bort.
-

-
Kontroll av att kedjedreven lirar… Yes box!
-

-
Jaha-ja! Bakslag igen… Eftersom jag svarvade av ringen (i början av denna uppdatering) så hamnade kedjedrevet så långt bak att kedjan stötte i lagrets fästskruvar – Surt!
-

-
Hur kapa skruvarna? Jag tog högtalarmagneter i plastpåsar och ett bågfilsblad. Efter att ha gnuggat mig sjösvett tänkte jag… att jag kanske missbedömt situationen… att det faktiskt går att plocka ur skruvoken (utan att ta ur huvudaxeln igen) Jag kollade.. och det gick precis på tiondels millimetern.
-

-
Inte nog med det… Verktyget för att skapa distansmått jag en gång så omsorgsfullt tillverkat…
-

-
samt dessutom fräst ner för att få plats, visade sig vara omöjligt att plocka bort efter utfört uppdrag.
-

-
Så efter att ha byggt om även det, så blev det inte mycket kvar av det.
-

-
Men nu klarade det bättre att utföra sitt uppdrag… Att agera fast distans under anspänning av vågbrickor.
-

-
Det är en sak som legar och skavt i min hjärna… Jag har fullt förtroende för japanska Tsubaki (som ni kunnat läsa om tidigare i fliken Transmission, bild 175 och framåt) Men deras sketna saxpinne till kedjelåset gav mig ingen ro. Hålet är 1,7mm – saxpinnen ca 1,3mm. Liten skillnad kan tyckas, men problemet är att den skramlar omkring i hålet, så jag är orolig att den slits och går sönder av vibrationer.
-

-
Så här mycket bättre passar en 1,7mm borr i hålen. Ni fattar! Saxpinnen 1,33 kvadratmillimeter och det borrade hålet 2,27 kvadratmillimeter. Detta medför en ökning av brottarean med 70% samt det viktigaste… att pinnen inte skramlar i hålet.
-

-
Jag tog alltså kontakt med Lesjöfors fjäder. Som ni kanske sett i Gästboken, så har Michael klippt ett antal bitar fjädertråd åt mig som passar superperfekt i hålet. Sån otrolig skillnad mot fjollsaxpinnen som följde låset. Nu måste jag bara klura ut vilken form min nya låspinne skall ha för att göra jobbet optimalt. Men det gör jag… en annan dag.
