-

-
2018-06-16 Bygget har stannat upp en del på grund av vårbruket, rabatter som rensats, gräsmattor räfsats samt… som här… spolat uppfarten. Det tråkiga är att sedan jag spolade har den blivit skitigt igen. Dessutom… snickrande, byte av varmvattenberedare mm.
-

-
Men det har varit regndagar också – tack o lov – så här pillar jag med kedjesträckarna. Min tanke jag hade vid förra uppdateringen sprack ju, så nu tänker jag mig en uppdatering av befintliga. Detta innebar, dels att jag måste bocka om ett oljerör här, men även…
-

-
… helt nya ok som håller glidplasten.
-
-
Jag har alltså för avsikt att hänga upp glidplasten i gummiringar så att jag dels får gummiupphängning mot stomljud, men även en viss fjädringsdämpning av gummit.
-

-
Här har jag riggat upp gummiringar på en våg i fräsmaskinen. På så sätt kan jag veva upp bordet en känd sträcka med…
-

-
… den digitala mätutrustningen, och på så sätt kunna…
-

-
… mäta kraften på vågen. Detta har alltså legat till grund för de beräkningar av krafter som byggs in i systemet, samt även den dämpning som också sker. Gummi har den utsökta förmågan att vilja bromsa självsvängningar till skillnad mot en vanlig fjäder. När en manick som är fjäderupphängd utsätts för självsvängning så ökas svängningen, medan en motsvarande pilligrej med gummifjäder istället bromsas upp av gummits interna självsvängningsdämpning. Man kan generellt säga att gummit dämpar mer ju mer svängningar det utsätts för. Fiffigt material!
-

-
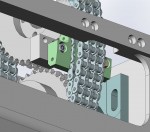
Så här kan vi se de nya sträckaroken bredvid de gamla. På den plast som tidigare använts har jag låtit sidobrickorna glida direkt mot plasten. Detta är inte speciellt klokt. Det är bättre att rullarna får göra jobbet. Men det blev så när jag byggde för några år sedan, men nu blir det en förbättring.
-
-
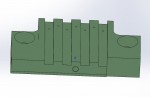
Som ni ser så blir det rillor/åsar för kedjans rullar, men även smörjhål för att såväl kyla/smörja kedjans sidobrickor, men även att separera rullar och plast. Det visade sig att plasten jag hade smälte av friktionsvärmen…!! Så nu ska jag kyla/smörja mer än tidigare. Beroende på plats så har jag planer på att borra fjorton hål istället för de sju som syns i CAD-bilden.
-

-
För att kunna svarva radien på den nya sträckarglidplasten, så får jag tillverka ett nytt verktyg. Radien på den nya plastbiten skall optimeras så mycket så att så många rullar som möjligt ligger i ingrepp. Så, som jag brukar säga: ”Here we go again!”
-

-
En bit på väg… På den här ytan skall alltså plasten skruvas fast för att kunna svarvas. Geometrierna är mer kinkiga än man kan tro när man börjar studera fenomenen nere i pettimolekylen. Någon millimeter hit eller dit påverkar resultatet mer än man kan tro.
-

-
Jag har också investerat i en grej som jag vill testa mer. Om det löser mina problem går inte att sia med mindre än att testa…
-

-
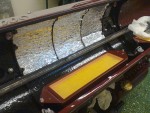
… Detta mina vänner är ljuddämpande Antiphone-plåt.
-

-
Den består av två lager plåt med ett supertunt lager gummi mellan. De finns från 1,04 upp till 6,1mm. Plåten blir på detta sätt enligt uppgift helt stum, och saknar egen självsvängning. Det vi ser i bild är 6,1mm som jag tänkt använda i vevhusets öppningar. Det går enligt uppgift att såväl bocka som djuppressa den. Perfekt för transmissionskåpor tex.
-

-
Jag hade också också en lösning med 2mm Antiphoneplåt som jag tänkte sätta innanför sidoluckorna. Planen är att göra hålen för sidoluckornas ramar så stora att jag kan klämma en svampgummilist emellan. Detta gör det enklare och snabbare att serva kedjesträckarna än om luckorna är limmade med motorsilikon. Men det blir inte Antiphoneplåt där. Jag ska ta en vanlig plåt istället som skapar utrymme för svampgummilisten.
-

-
På den här ramen sätter jag alltså svampgummipackningen, och så håller en plåt distansen 2mm. Det är viktigt att ha koll på gummit… De allra flesta svampgummin består av EPDM. Detta fungerar inte alls i olja. Då måste det vara Nitrilgummi (NBR – Nitrile Butaniede Rubber). Den som följt mig länge känner säkert till att den i bild visade gummimassan fick tas bort (se Topplock – bilder från 110) Känns lite surt att jag nu fick göra om resan (se kommande bilder). Men det kommer bli bra tror jag med en svampgummilist ur servicehänseende.
-

-
Här fräser jag ner mig lite i svetsarna, så att jag fäller in Antiphone-plåten lite.
-

-
Sen behöver också plåtarna säkras, så de inte faller lös. Här borrar och gängar jag för det.
-

-
I ett gängat hål i en rundståmg fäster jag rostfria skruvar för att svarva bort sexkanten och göra skallen mer lik en nit. Det blir nog fult ändå i sidokåpan. Så en massa skruvskallar vill jag inte ha.
-

-
Men det tog en stund för det är 32 skruvar… Undrar vad ni gjorde då? Kollade fotboll eller hockey eller vad det nu va vi vann i… Tennis kanske, vad vet jag.
-

-
Dags för klägg.
-

-
Klart att läggas ihop.
-

-
Torka – torka – torka… allt överskott, sen ska det torka – torka – torka… så det går att montera.
-

-
Dum i skallen – Javisst! Här har jag missat att täta hål som ligger utanför luckans silikonklägg.
-

-
Limmade skruvar löste det problemet med läckaget som följde. Så nu blev Herkules genast mycket tätare.
-

-
Och de här ventilerna kom inte till användning (än…) så nu har jag börjat limma dem med LocTite.
-

-
Dum i skallen – Javisst! (återkommande tema…) När jag tillverkade min eminenta låstråd till kedjelåset så gjorde jag ändarna lite för långa. Det innebar att de tog i kedjesträckarplasten och sålunda böjdes 2000 gånger i minuten under inkörningsfasen. Kontentan blev alltså trådbrott. Ni anar inte hur mycket jag letat efter den borttappade låstrådsänden innan jag fann den.
-

-
Från Rubberstock har jag fått tag på tätningslist till sidoluckorna. NBR-svampgummi 5 x 8mm.
-

-
Jo, så sant… jag har kört en eller annan föreläsning också. En happening där jag pratar kontinuerligt i 3-4 timmar, men med förtjusta åhörare.
-

-
Med tanke på vädret så har jag paddlat en del också. Så vi får se hur det blir med kommande uppdateringar, men det tar vi väl i så fall… en annan dag.
-

-
2018-09-05 Åter i tjänst efter att ha ägnat mig åt såväl motorn som snickring, hus & hem samt barnbarn. Paddlingen blev det inte så mycket med… det var för varmt. Men jag har fixat och donat i verkstan, så det blir ännu lättare och bättre att vara där. Här ser man dörrkarmen spegla sig i den högblanka golvytan. Jag har också permanentmonterat en med varmvatten installerad högtryckstvätt med slangvinda. En kran och en knapp, så är jag igång och kan tvätta. Yeah!
-

-
Kan för femtielfte gången berätta att manualen tar en djäkla tid. Här har jag först gjort en teckning, för att sedan kunna fota och lägga in den i manualen. Efter lite…
-

-
…handpåläggning blev det så här. Och så har den lördagen gått.
-

-
Luftrenaren har fått sig en liten genomkörare också. Här en av tre välsmorda läderremmar så att den inte kan öppna sig för mycket mot varma grenrör.
-
-
Invändigt sitter det nu ljuddämpningsplattor
-

-
Jag tror inte jag har nämnt att MYKÅ hjälpt mig slipa in tryckoljepumparna jag kapat ner för minskat flöde. Som vanlig ett suuuperkvalitativt arbete. Per är verkligen slipexpert. Mer om detta kommer.
-

-
Lite underredamassa i transmissionskåpan kanske inte gör så mycket nytta, men säkert inte sämre.. mot oljud. Mer kommer… en annan dag.
-

-
2018-09-14 Så här blev det med en av de tre läderremmar som öppningsstopp av luftrenarburken.
-

-
Har svarvat till en pillidutt för att styra oljedimma som kondenserar till ren olja inne i luftburken. Jag får med för mycket dimma vilket har skapat en del huvudbry. Ska ha mer koll på det när jag får snurr på maskinen igen. Funderar på att testa kedjor med finare länkar i gnistsläckarna.
-

-
Har penslat på ett tjockt lager underredsmassa i transkåpan för att dämpa ljud.
-

-
Här blir det en propp för att täta hålet för kopplingsarmen. Jag ska så småningom köpa en hydraulcylinder som trycker på kopplingen, så hålet för armen behövs inte längre.
-

-
Monterat kopplingen.
-

-
Låsmutter på baksidan.
-

-
Fixat en kortad specialverktygshylsa. I gängse ordning blästrad etiketterad samt klarlackad.
-

-
Det var alltså en aning trångt för momentnyckeln mot transplåten. Men nu funkar det.
-

-
Jag har fixat ett antal instrument för injustering av motorn. Mer om detta kommer. Här är ett enkelt stetoskop jag satt en rostfri rörbit i änden på. Detta för att justera synkroniseringen av karburatorerna. Man lyssnar alltså på insugsljudet av den inströmmande luften under karburatorkolven. Som fd sångare i fyra körer, hoppas jag att mitt musiköra är gott nog för denna uppgift. Hur det är med det… får vi kolla… en annan dag. Bye the way… Det är en metod som Stromberg själva förordat.
-

-
Visst tusan kan jag vara onödigt petig ibland… Jag gillade inte växellådans avluftning, eftersom den de facto stod öppen direkt mot atmosfär utan filter. Så ett litet filter från en tryckluftsljuddämpare monterad i en egentillverkad hållare av en rostfri skruv…
-
-
… gjorde att även chefskonstruktör Söderström känner sig nöjd.
-

-
Dags att hänga upp lådan.
-

-
Här är hålet i munstycket som sprutar ut olja längs tangenten i avluftningscyklonen. Eftersom det inte avluftade motoroljan tillräckligt, samt inte fanns något motstånd alls när oljan spruttade på, tillverkar jag nu en strypning.
-

-
Detta börjar med en järnbit som får ett ovalt spår med mindre area än resten av systemet. Spåret lutar dessutom 45° för att bättre lira med burkens mantelyta som den skall följa. Svårt att gissa hur stor arean skall vara… Får nog göra om den här biten några gånger.
-

-
Så här blev i alla fall variant nr 1.
-

-
På plats i den gamla gasoltuben som nu tjänar som avluftningscyklon.
-

-
Och en lite tydligare bild… Skruven, en M3, är förstås LocTitad. Om skruven skulle lossna så kommer den inte att fara runt i systemet. Jag kollade noga att den inte kan passera hålen i cyklonbottenplåten. Återstår en dej jox, men den här helgen ska jag vaxa bil och grejsa lite kring hus & hem, så… en annan dag.
-

-
2018-09-12 Återigen har jag byggt om verktyget/fixturen för en ny typ av glidklots.
-

-
Ju bättre verktyg dess bättre slutresultat. Spåret som ses i underkant är för att kunna…
-

-
… på ett enkelt sätt nolla svarvens digitala mätutrustning.
-

-
När glidplastbitar skall nytillverkas (de är ju slitagedelar) så tarvas en del skärverktyg med udda dimensioner. Hur ska jag spara dem…?
-

-
Ja du, Söderström…! Hur fan prioriterar du din tid… Bränna en hel kväll på att bygga en plåtlåda, när du kunde ta en påse och stoppa verktygen i.
-

-
Men… så djäkla roligt. Om 40 år… om 60 år… Så kan verktygen ligga kvar i plåtasken som sitter instoppad i svarvfixturen. Ahh, så djäkla kul.
-

-
Här är det full produktion av kedjesträckarplast.
-

-
Fixade till ett ytterligare specialverktyg… Det har blivit åtskilliga nu.
-

-
Detta är för att borra 14st Ø1,5mm hål för smörjning av kedjorna. Vidare test och utvärdering av sträckarna pågår. Vet redan nu att en grej måste byggas om… Det är svårt det här eftersom inga adekvata mätvärden finns att tillgå eftersom mina kedjor rör sig så djäkla fort.
-

-
Men det här tycker i alla fall jag är så roligt, så jag vill visa er… I mjuk gummiduk ligger verktygen i den lilla asken.
-

-
Ytterligare en gummiduk täcker. En och annan funderar säkert på varför inte varje verktyg ligger inlindat så de inte skaver på varandra…? Tja, jag kommer att lägga den här grejen på hyllan, och där ligger den sedan still. Det är skillnad mot om man lägger filar i en låda man rycker fram och tillbaka dagarna i ända.
-

-
Svarvfixtur innehållande bearbetningsverktyg, samt även borrmall fäst i samma skruv som asken sitter fast med.. Klart å betart!
-

-
Jag har ju som ni vet hängt upp växellådan. Detta för att se om det blir tystare när motorn går. Men på undersidan står det helt öppet, så därför har jag här börjat bygga en huv. Detta började med en pappmall.
-

-
Ni som följt bygget vet att jag är förtjust i att kapa bitar ur fyrkantrör. Så får det bli när man inte har en kraftig kantpress.
-

-
Den som tittar noga ser det ena ljuddämpningsjärnet mellan startkabelröret och transmissionsplåten, samt en plåt som ligger med flatsidan mot växellådan. Den sistnämnda…
-

-
… blev så här efter att ha bråkat med några pappmallar.
-

-
Biltemas underredsmassa ska förhoppningsvis dämpa en del ljud.
-

-
Och så här blev det när järngrejset sitter på plats. Det blev betydligt tätare än jag kunde önska mig med tanke på det besvärliga elkabelröret som går tvärs över.
-

-
Köpt ny gummidamask med tillhörande växelspaklagring. Liten skitgrej, men drygt 500 spänn fattigare. Hade jag inte nämnt det hade ingen ens märkt att jag köpt den. Nåväl, det blir väl fler utgifter… en annan dag…
-

-
2018-10-26 Det har varit många turer kring kedjesträckarna. Men nu har jag fått ihop en lösning som har såväl dämpning, som…
-

-
… fjädring… och så naturligtvis uppstyrning.
-

-
Återstår provkörning och se om fjäderkraften är adekvat för uppgiften. Det finns ett litet aber här… Kolvarna går så djäkla tungt i de nyborrade cylinderblocken. Och oljorna är så bra nuförtiden så att det kommer att ta tid innan den är inkörd. Högre motstånd vid motorbromsning bråkar med plasten så att den slits. Men det får lösa sig när jag har kört och vet mer.
-

-
Oljepumparna då…? Jag har ju kapat ner höjden på pumphusen, och sänkt deplacementet (alltså, antal pumpade kubikcentimeter per varv) Problemet är att den kant jag kapat bort var bred för att inhysa en O-ring.
-

-
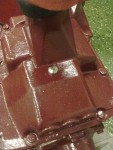
Här ses att bortkapade kanten är bredare.
-

-
Min plan är alltså att fräsa ett spår i locket istället. Men eftersom locket är gjutet, så finns det bara en yta som är maskinbearbetad och lämplig att spänna mot. Måste alltså bygga en fixtur till detta som håller locket på plansidan.
-

-
Tillverkade därför ett fräsverktyg för att kunna fräsa djupt med…
-

-
… samt svetsade ihop något som med fantasi kan liknas vid en gammaldags cylinderhatt.
-

-
Genom att först plana av botten invändigt…
-

-
… så att pumplocket kan fästas mot den ytan.
-

-
Sedan plana av ”hattens” brätte…
-

-
… så kan locket sitta så det går att fräsa ett spår.
-

-
Men för att fräsa ett spår behövs ett skärstål. Det sitter fast i en hemtillverkad hållare som sedan sitter i något som kallas ”ursvarvningsverktyg”. Hållaren för snabbstålet har jag tillverkat av en skruv som man kan se resterna av.
-

-
Dags att rikta upp. Mojen med en kula på är ett elektriskt uppriktningsverktyg.
-

-
Genom att ha fasta anhåll att skjuta ”hatten” mot, så kan jag plocka ner och spänna upp flera gånger utan att tappa uppriktningen – ”nollningen”.
-

-
Så här sitter locket innan svarvningen av spåret.
-

-
Här är spåret tillverkat.
-

-
Ytterligare en fräst försänkning för O-ring vid oljekanalen.
-

-
Och här ses både det stora och lilla O-ringspåret. Intressant att notera… Melling som gjort pumpen har slarvat. Kanalerna ligger inte mitt för varandra i locket och pumphuset. Motstånd, virvlar och kanske kavitation är kontentan. Söderströms Motor Werkstad fixar till det.
-

-
Och så blev det ännu ett specialverktyg. Bäst att spara i händelse att man vill fräsa spår ännu än gång.
-

-
Nämen…! Se, titta! Ännu ett specialverktyg som har sin plats i en plasthylsa under en gul propp i demonteringsverktyget (ännu ett specialverktyg) för oljepumparna. Dessa skruvar är ett alternativ att demontera pumparna istället för att vicka lös dem med stora verktyget. Ahh, jag älskar verktyg.
-

-
Något som ni vet att jag gjort genom åren är… skruvar!!! Återigen har jag stått en kväll vid svarven för att fixa dylika. Den här gången till de modifierade tryckoljepumparna.
-

-
Spårslipning för att motorsilikonen skall kunna flexa bättre. Om silikonet kan sträcka sig tre gånger så är det bättre om det finns ett spår. Är spåret 0,5mm djupt så kan det flexa 0,5 x 3 = 1,5mm. Om ytan är helt ihopklämd så blir det 0 x 3 = 0mm.
-

-
Har gjort en liten illustration ang motorsilikon… Grunden är tanken att en silikonsträng som är 1 x 1 mm som kläms ihop till 0,1mm blir då 10 mm bred. I biten längst till vänster har ett spår slipats, de övriga två bitarna är helt släta.
-

-
När en glasskiva läggs på så ser det ut så här. Då är ändå inte förbandet ihopskruvat som det blir i den riktiga skarven. Det behövs alltså normalt vääääldigt lite motorsilikon.
-

-
Pumpdelarna tvättade och klara för montage.
-

-
Pumparna monterade och bättringsmålade med den magiskt maroonröda färgen. Mer kommer kanske… en annan dag.
-

-
2018-12-08 Så efter en skakig resa genom den digitala världen, står jag nu här med ännu en uppdatering. Sedan sist har en del grejor hänt, bla så sitter nu tryckoljepumparna på plats.
-

-
Jag har också fixat permanentmonterade sugrör för vakuummätning i plenum. Det är den sugrörsliknande pillidutten i typ mitt i bild. På den är det påträtt en plastring. Den använder jag för att lättare kunna dra lös slangen till mätinstrumentet som skall träs på sugtöret. Ni vet… om man drar i slangen så fastnar den bara hårdare och hårdare. Plastringen är gjord så att den alltid kan sitta där på plats utan att skramla när proppen som sitter där under drift är monterad.
-

-
Vakuummätinstrumentet. (Obs! Inte särskrivning… Ni minns: Långhårig sjuksköterska / Lång hårig sjuk sköterska!)
-

-
Kedjesträckarna klara och ligger i påse för montage. Fem olika versioner har det blivit sedan motorns uppstart i våras. Ingen av dem har ens kommit in i motorn förutom den första och nu förhoppningsvis den sista.
-

-
Glömde ta bild när de sitter på plats, men är är utrymmet de ska in i – trångt!
-

-
Ännu ett specialverktyg… Med det här kan jag mäta hur mycket kedjorna kastar på grund av ovala kedjehjul.
-

-
Så här sitter det monterat. Med ett mätur kan jag mäta kastet på någon hundradels millimeter när.
-

-
Det här är tolkar jag använder när kedjespännarna justeras. Det stoppas in mellan spännoket och glidplasten. På så sätt får jag koll på hur hårt oken skall dras mot kedjan, och allt blir justerat lika.
-

-
Jaha-ja! Dags att ge sig på surdegen… Att bygga bort ”cross-fire” utan att använda skyddsskärm.
-

-
Här klipper jag bort fjolårets arbete med sax, sidavbitare och svett. Kan nämna också att planerna på att flytta fördelarna bakåt blev skrinlagt. De får sitta kvar där de sitter.
-

-
Det stora jobbet är inte att bygga… Det stora jobbet är att fundera ut hur det ska göras så att det blir såväl funktionellt som snyggt. Jag vill ju inte att det ska se påplockat ut… som om det är byggt i en vedbod efter att motorn lämnat fabriken. Det har varit ett antal turer hit och dit, men jag kanske nu är något på spåret. Detta börjar med en balk från vinden.
-

-
Rita lite… borra lite…
-

-
… och kapa en hel del… samt fräsa ännu mer… och slipa mest.
-

-
Sen skulle det till en och annan plasthållare, nämligen 17 stycken. Men det blev inget vidare… Tog c/c avstånd 20mm, men hela grejset blev så stort.
-

-
Nej, usch… inte snyggt! Ni får betänka att den skulle rundas av, men inte ens med det blir det bra, den är för stor. Men här ser ni i alla fall ”kammen”.
-

-
Kollade mina anteckningar från ”cross-firetesten”… Jo, för sjutton, det ska funka med ½” även med mitt långa avstånd. Testade således med några kartongbitar… Hm… Är det tillräckligt bra? Hmm… Måste bygga en prototyp.
-

-
Ja då har vi en prototyp här. Den är inte av bakelit, utan istället fräst polyacetalplast som blästrats och klarlackats. Någon gav en kommentar: ”- Dä ser köpt ut…” Funderar vidare på vad jag ska ha för skruv att fästa den med, kullerförsänkt spårskruv eller kupolmutter. Den senare sticker ut ganska långt, så det är inget självklart val.
-

-
Tja… Det kanske funkar.
-

-
Om det funkar… får vi kanske se… en annan dag.
-

-
2018-12-21 Med hjälp av borrmallar kan jag borra de myckna hål som tarvas i alla småbitar för att få ihop det hela.
-

-
Men… var ska hålen sitta? Och hur många snören är det?
-

-
Fick alltså köpa snören.
-

-
Hit å dit, kors å tvärs…
-

-
Och i kors ligger de på fördelare-1, så det är supersvårt att få det snyggt draget.
-

-
Vartefter framöver så droppar snörena av mot sina respektive tändstift.
-

-
Ett par slangar skall sedermera anslutas mot fördelarna för vakuum. Min plan är att dra rör en liten bit. Här bromsrör av koppar/nickel samt en mässingfot från en gammal blomkruka. (jag sparar på allt)
-

-
Borra lite samt polera lite mer så blir det nog okey.
-

-
Här ligger det nymålade långa infästningsjärnet på tork efter lack.
-

-
Och här har jag börjat med att limma fast pinnskruv av rostfri M4 gängstång. Planen är att det ska sitta kupolmuttrar av mässing vid slutmontaget, men här sitter det vanliga M6M för att hålla gängstången i spänn under härdningsförloppet.
-

-
Att linda tygtejp tar en liten stund. Ja, liten å liten… När jag suttit en god stund, och lindat ca en meter, så kunde jag konstatera att nu är det bara sjutton meter tändkabel kvar. Hur många meter/varv av tejpen det blir vill jag inte tänka på.
-

-
Eftersom jag återanvänder de gamla tändhattarna behöver de saneras. För poleringsarbetet mot lumpskiva tarvas ett verktyg att hålla i dem med. Då är det väl lika bra att snygga till det lite och spara i verktygssatsen. Förr eller senare.. om så än senare.. så ska ju kablarna bytas. Den som ska polera då, blir nog glad över detta verktyg. För övrigt är skaftet urborrat, så det är inte så massivt som det ser ut.
-

-
Här har jag börjat dra tändkablar. Det är fördjäkla svårt att få det så snyggt som jag vill ha det, men jag kan försäkra… detta har jag lagt många timmar att fundera på.
-

-
Så det ser ut som att det är… typ…så här det kommer att bli när det så småningom blir klart. Men nu är jag julledig ett par veckor, så förhoppningsvis så kan jag peta igång snurran snart igen. Om jag visar det, beror på om hälsan och det digitala står mig bi, men då först… en annan dag…
-

-
2019-01-11 Började banka bokstäver i motorskyltarna… darrig på handen och närsynt. Nej, till detta tarvas ett verktyg.
-

-
In i skrothögen och rota igen.
-

-
Ett antal timmar senare så har jag gjort den här stanshållaren. I det fyrkantiga lilla hålet sticker det ut små skruvar med fjädrande kulor i ändarna. På så sätt kan jag sticka ner en bokstavs- eller sifferstans, som trycks fast mot samma hörn hela tiden.
-

-
Jag har även fixat in en mässingbit i en skruv som håller hållaren mot mitt frässtativ.
-

-
Men ska man stansa så behövs ett bra underlag. Ut i snön och kapa till en bit rostfri 16mm plåt, som här får sina kanter frästa.
-

-
Några M3 hål att fästa skyltarna i och sen är man igång.
-

-
Jag har alltså riggat upp detta i fräsmaskinen. Stansen hålls mot hitre vänstra hörnet och är lätt att byta. Varför fräsmaskinen?
-

-
Nej, inte för att fräsa, utan endast att kunna förflytta bordet för varje bokstav som bankas, och samtidigt hålla koll på rörelsen i det digitala mätsystemet. Men innan jag kan stansa mer, behöver jag värden från en snurrande motor. Så, mot motorn!
-

-
Tändsystemet fixat. Jodå, det blev helt okey det också. Ingen ”cross-fire” nu inte!
-

-
Som jag har funderat på detta, men det blev ju riktigt… okey.
-

-
Svarvat och fräst rostfria hylsor och monterat insexskruv. Med vanliga sexkant måste jag skruva lös hela hållaren för att få lös fördelaren. Nu går den att dra ur. Men – men… säger någon… Insexskruv på en 30-talare? Jodå, kolla Tekniksidan, Flik 15 Gamla uppfinningar.
-

-
Kylarens aluminium är så porös så den svettas kylvatten. Det droppar inget när den står still, men när den blir varm. Det är inget övertryck i systemet – nolltryck, så eftersom det är så lite läckage så testar jag med flytande kylartätning. Men, hur dum får man vara… Jag glömde stänga en kran till kylvätskefiltret, så jag fick göra om proceduren eftersom allt klägg fastnade i just filtret. That’s all for today folks… Höres igen en annan dag.
-

-
2019-01-19 För att minska wobbling av kedjorna tarvas perfekt synkronisering av cylinderblocken. Detta sker med olika delsystem, alltså såväl karburatorer som tändning mm. Detta verktyg har jag konstruerat för att få gasspjällen injusterade till ett synkroniserat grundläge innan finlir som skall ske med vakuummätning i insugsrören. Mer om detta i kommande uppdatering. (Håller på att bygga ett synkroniseringsverktyg för vakuummätning)
-

-
Som beskrivs på Tekniksidan – Flik 47 så ska jag mäta avgastemp. Här har jag fått hem ett gäng prober som skall in i avgasflänsarna.
-

-
Planen var först att göra om probens anslutningsadapter till M8 gänga som finns i avgasflänsen mitt i bild. Men det måste bli tvärt om… Gängan skall ändras till G1/8”. Det blir en utmaning att klara detta på plats utan att få spån in i cylinderloppet.
-

-
För att komma vidare med kedjesträckarna så har jag gjort en teoretisk utredning kring kedjehastigheter, krafter och ”wobbling”. Detta medför nya tester och mer arbete. Det sistnämnda är jag inte blyg för som ni vet.
-

-
Kontentan av detta arbete har lett till omfattande diskussioner med olika plastleverantörer vilket har lett till att de inte heller vet riktigt vad som fungerar. Sålunda skall jag testa lite olika material för att se hur de beter sin i den minst sagt taskiga miljön. Ni kan ju tänka er själva obehaget av att ha en kedjerackare som far förbi bakom ryggen med 15 – 20 meter per sekund… Följande material skall testas:
Oilon, PA6 med grafit, Vävbakelit, HDPE2000 med grafit samt PETP-TX.
-

-
Det vore intressant att testa superplasten PEEK, men fyra dylika klotsar skulle kosta mig 8.000 spänn, så det är inte görligt. En del av plasterna som testas har fördel av mindre friktion, andra av bättre skjuvhållfastet. Vi avvaktar tills jag fått hem alla material så jag kan tempotillverka dem som i serie så det går fortast. Men det blir… en annan dag…
-

-
2019-01-30 Jag vill här visa er mitt gasspjälljusteringsverktyg. Som jag skrivit tidigare, så grovsynkade jag spjällen med varandra mot gasställaget i stängt läge. Eftersom karburatorhalsarna var olika slitna så blev det ett oacceptabelt vinkelfel på spjällen.
-

-
Här illustrerar jag med en gammal skitig förgasare, alltså inte en från Herkules. Men man kan se och tänka sig att en pytteliten förändring av insugshålet ger en markant förändring av vinkeln på spjället. Alltså en tiondel större hål ger en märkbar vinkelförändring som senare blir signifikant när spjället öppnat mer.
-

-
Här är verktyget instoppat i insugshalsen och låst med skruven i bild.
-

-
Från luftrenarhålet ser det då ut så här.
-

-
Här kan vi se hur verktygets ände håller spjället i en position där den sen kan synkas med övriga spjäll. Att det vid stängt läge blir olika öppning har troligen inte så stor betydelse, eftersom det blir ett ”tvärt-om-förhållande” då. Det blir alltså en pytteliten skillnad i öppningshål för bränsle-luftgaserna. När spjällen är öppnade som i bild, så är de i tämligen exakt lika position. Men finliret behöver ske med vakuummätning. (kolla så konstigt stavat, men det är faktiskt rätt)
-

-
Så, ”på’t igen” som jag brukar säga. Den här klönsen aluminium kapade jag på 32 sekunder med Biltemas multikapskiva. Som jag sagt tidigare… Den skivan är suuperbra. På 70-talet skulle detta varit omöjligt.
-

-
Ingen ritning annat än en diffus bild i skallen… Men jag vill ha kullagerkulor som trycker på slangen i min inbyggda strypventil…
-

-
… så i bild kan vi se de hål som skall inrymma slangen som går från motorns insugsrör till själva vakuummätaren. Pinnarna som syns är proppar för de hål jag borrat för kullagerkulorna. De hålen passerar alltså slanghålen, men proppats fram till slanghålet. Detta är svårt att förklara utan bild, men förstår ni inte, så skit i det, släpp det och gå vidare.
-

-
Efter all fräsning, borrning och gängning samt tillverkning av fötter, så har jag misshandlat ytan med en roterande rasp. Detta för att få en yta som gör att makapären ser gjuten ut. På slutet är den blästrad och Biltemas klarlackslackad. (håller ni tungan i rätt mun när ni uttalar det)
-

-
Så här blev det. Mätarna är precisionsmanometrar från SMC. Under de fingängade M4-justerskruvarna ligger Ø6mm kullagerkulor och klämmer på gummislangen. Jag har inte visat de speciella slangnipplar jag tillverkat för jag glömde fota dem.
-

-
Lyftöglorna kan tyckas vara i kraftigaste laget, men jag hade dem och det gör inget att det är lite tyngd i makapären så den står stadigt på sina fötter i de fall den inte är upphängd. I bild ser den kanske stor ut, men total längd är bara 190mm.
-

-
SMC garanterar max +/- 3% differens mellan mätarna, men i mina är det mindre än 1%.
-

-
Här är den kompletta högen med olika plastsorter jag ska tempoköra fram nya glidklotsar ur. En del plaster har lägre friktion, andra bättre skjuvhållfasthet. Det är ju som jag skrivit tidigare… När jag pratar med ”plastexperterna” så är de ”experter” i… typ… tre minuter… tills de adekvata frågorna kommer. Sen är de inte experter längre. Frågan är om det är friktionen eller skjuvhållfastheten som är det stora problemet. Vem vet? Man kan anta att ett lågfriktionsmaterial som Oilon inte kommer till sin fulla rätt här, eftersom jag hela tiden har ett oljeflöde. Eftersom dess skjuvhållfasthet är låg, så kanske det är helt värdelöst…? Återstår alltså att testa.
-

-
Efter ett antal resor, så tror jag mig veta de facto vilken fjäder som skulle passa bäst i kedjesträckarna. Detta blev till en önskelista jag sände till fjäderfabriken i Herrljunga. De körde min önskelista i datorn och fick sedan ut en specifikation med alla beräkningsdata som jag kunde verifiera att de uppfyllde mina högt ställda krav på de fjädrar jag ska köpa. Det tar några veckor innan leverans, men jag har att göra med annat, grejs så det är helt okey.
-

-
Här händer något jag inte känner igen och tycker är riktigt märkligt… Se så oljan skummar när jag tömmer ur den ur vevhuset. Detta är väl inget jag tänkt särskilt mycket på tidigare må jag erkänna, men bilden ter mig främmande. För att kunna få motorn inkörd så är oljan en lågkvalitativ API-SF. (dags för dig att läsa Tekniksidan flik 30 nu kanske… om oljekvalitéer)
-

-
Och skummet låg kvar en god stund efter att det slutat rinna. Vad i hele fillifjonkan är detta? Har någon av er sett något liknande? Nästa påfyllning blir med modernare olja.
-

-
För att kunna gänga om mina hål där EGR-proberna skall sitta, så bygger jag en provisorisk fixtur för det lilla borrmaskinstativet. Här är en fixtur för att bygga fixturen.
-

-
Här en bit på väg… Testar lite.
-

-
Den slarvigt ihopsvetsade fixturen är klar. Alla för mig synliga svetsloppor knackade och hela villebitten klarlackad för att lättare hålla ren. Vill inte få dret ner i stötstångstunnlarna.
-

-
Detta hade jag inte fixat med att bara hålla borrmaskinen för hand. Det är väl värt jobbet att göra en fixtur och få koll på processen. Hålet skall luta ca 6° för att inte proben skall ta i thermostatbryggan. Den senare är av förklarliga skäl demonterad, och syns följaktligen inte i bild.
-

-
Att det är värt att bygga en fixtur blir också påtagligt när det skall gängas. Genom att fästa gängtappen i borrmaskinen och dra runt tillräckligt för att få styrning och riktning rätt gör det hela till en dans och en rolig kväll i verkstan.
-

-
I bild syns (som vanligt med dålig skärpa…) klämnippeln sittandes i hålet. Den ska i sin tur göras om, för den sticker upp för långt så den tar i thermostatbryggan.
-

-
Proben som skall in och värmas av avgasströmmen ser ut så här. De fyra probernas kablar skall sedan stickas in i små klena rör jag beställt från ”Maskindelen” för att hållas på plats och inte komma i kläm under ventilkåpan.
-

-
Jag har två instrument likt de här. Eftersom det är dubbelinstrument, så kan jag koppla in alla fyra prober. Det som ligger mig i fatet är att förutsättningarna för instrumentets arbetsområde kontra var och hur proben jobbar i för miljö kanske inte harmonierar. I flygplanet är det en annan prob, den sitter en bit iväg från topplocket (blir kyld) men arbetar när motorn jobbar med… tja, kanske 65% effektuttag. Så om detta kommer att fungera får vi veta… en annan dag.
-

-
2019-02-08 På kåserisidan Tankar & Funderingar nämner jag ett rör som tog en hel söndag att få till. Det var attans roligt att tillverka det, så jag hoppas det kommer att fungera som tänkt. Att mäta stökiometriska topptemperaturen för att hitta lambda 1 går absolut att göra, men jag vet inte om givarens värde gentemot mätaren skala stämmer. Men det sitter en potentiometer i mätaren så i värsta fall kanske den kan bytas mot en med annat värde.
-

-
Här sitter i alla fall röret på plats.
-

-
Här ser vi EGR-givare (temp-probe) nr 3 på plats tillsammans med resterande kablar i sina läderkabelfästen.
-

-
I andra änden av ovan nämnda rör sticker de fyra kablarna ut. Förvisso tål sladdarna värme, men jag har ändå lindat några varv avgasbandage på röret. Ändarna av bandaget hålls på plats med pressslangklämmor.
-

-
Sisådärja, de´ va´ de´ de´! EGR-mätarna på plats och inkopplade. Kommer det funka med kinaprober och flygmätare, eller hamnar jag utanför instrumentets mätområde? Det som talar mot: Kinaprober och originalprober har olika resistens, flygmotorn körs med 65% belastning vid mätning… Det som talar för: Kinaproberna sitter närmare topplocket och är istoppade djupare i avgasströmmen. Herkules grenrör är isolerade och därmed varmare. Det finns en kalibreringspotentiometer i instrumentet. Det blåser utta helvete kring grenröret på flygplan, varvid de blir kallare. Så om detta fungerar får vi se… en annan dag…
-

-
2019-03-01 Det finns inget bra ställe att lägga in följande bilder angående bullerdämpning av motorns provkörningslokal, så de hamnade här. I taket har jag monterat två rader med 50mm Antiphone-plattor. De är införskaffade på Byggakustik i Karlstad. Superbra grejor, och perfekt service!
-

-
Att dämpa ljud i taket är i regel det mest effektiva sättet, och det märktes en tydlig skillnad i det i övrigt tomma och ekande rummet. Redan med endast takskivor minskade bullret från mina kompressorer med 3dB, vilket motsvarar en halvering av oljudet.
-

-
Sen fick väggarna en hemsnickrad variant av bullerabsorbent. Reglar 2” x 2”, stenullsmattor…
-

-
… och på det hålade skivor.
-

-
Glasfiberväv som spänts lös över ramarna samt lite färg i väggens kulör.
-
-
Här ses det färdiga resultatet efter väggfärgsmålning och mahognybetsade täcklister.
-

-
Ett litet smalt hyllplan fick jag på köpet.
-

-
Tja, duger väl i ett garage.
